


Cómo comprobar Poka-Yokes en una línea de producción
Qué es un Poka-Yoke y su objetivo real
Un Poka-Yoke es un dispositivo presente en líneas de producción que permite prevenir los fallos o defectos en el proceso antes de que ocurran, o bien los detecta inmediatamente después de que hayan ocurrido.
El objetivo es pues, conseguir un proceso productivo robusto, a prueba de errores. Para ello previamente se ha de hacer un análisis de riesgos del proceso a través de un AMFE y luego mitigar todos estos riesgos con los poka-yokes necesarios.
Clasificación funcional de Poka-Yokes
Para comprobar correctamente los poka-yokes es importante conocer cómo funcionan. Este tipo de clasificación de los Poka-Yokes se refiere a cómo detectan el error, no en el tipo de sensor ni en su criticidad, y pueden ser o bien de presencia simple o de cambio de secuencia. Procedemos a explicarlos a continuación:
Presencia simple
Aquí el sensor solamente valida si existe un componente o no. Durante un ciclo funcionan de la siguiente forma:
- El sensor detecta presencia: Normalmente estado = 1 (detecta).
- Entrada al PLC: el bit de entrada reflejará exactamente lo que el sensor detecta y cambiará el flag del PLC pieza_presente = TRUE.
- Procesamiento o lógica del PLC: aquí con programación simple indicará qué hacer si pieza_presente = TRUE.
- Acción: La salida del PLC conducirá a la acción que puede ser por ejemplo permitir el ciclo de la máquina.
- El sensor detecta ausencia: cuando el operario retire la pieza el estado cambiara a 0 (no detecta).
- Entrada al PLC: el bit de entrada reflejará exactamente lo que el sensor detecta y cambiará el flag del PLC pieza_presente = FALSE.
- Procesamiento o lógica del PLC: aquí con programación simple indicará qué hacer si pieza_presente = FALSE.
- Acción: La salida del PLC conducirá a la acción que puede ser por ejemplo bloquear.
Cambio de secuencia
En este tipo de sensores se valida que la secuencia de estados ocurre correctamente, es decir que la pieza pasa por un flujo lógico correcto. Los pasos serían los siguientes:
Estación vacía
- El sensor detecta ausencia: cuando no hay pieza el estado es 0 (no detecta).
- Entrada al PLC: el bit de entrada reflejará exactamente lo que el sensor detecta y comprobará que el flag del PLC pieza_presente = FALSE y ciclo_completo = FALSE.
- Procesamiento o lógica del PLC: aquí con programación simple indicará qué hacer si pieza_presente = FALSE y ciclo_completo = FALSE.
- Acción: La salida del PLC conducirá a la acción que puede ser por ejemplo estación lista para la siguiente pieza o bloquear.
Estación con pieza introducida
- El sensor detecta presencia: Normalmente estado = 1 (detecta).
- Entrada al PLC: el bit de entrada reflejará exactamente lo que el sensor detecta y cambiará el flag del PLC pieza_presente = TRUE.
- Procesamiento o lógica del PLC: aquí con programación simple indicará qué hacer si pieza_presente = TRUE.
- Acción: La salida del PLC conducirá a la acción que puede ser por ejemplo permitir el ciclo de la máquina.
Ejecución del ciclo
- Monitoreo del PLC de la secuencia del proceso: Tiene como variable interna ciclo_completo = FALSE y chequea por ejemplo que se ha hecho un troquelado completo.
- Actualización de ciclo en el PLC: cuando ha concluido el proceso si es correcto cambia a ciclo_completo = TRUE
- Procesamiento o lógica del PLC: aquí con programación simple indicará qué hacer si pieza_presente = TRUE y ciclo_completo = TRUE
- Acción: La salida del PLC conducirá a la acción que puede ser por ejemplo permitir retirar la pieza.
Retirada de pieza
- El sensor detecta ausencia: cuando se retira la pieza, no hay pieza el estado es 0 (no detecta).
- Entrada al PLC: el bit de entrada reflejará exactamente lo que el sensor detecta.
- Verificación flags del PLC: aquí el PLC comprobará que las flags actuales son como debieran pieza_presente = TRUE y ciclo_completo = TRUE, y si es así se da por verificada la secuencia y se cambia al siguiente paso.
- Actualización de flags: cambiará las flags a pieza_presente = FALSE y ciclo_completo = FALSE.
- Acción: La salida del PLC conducirá a la acción que puede ser por ejemplo estación lista para la siguiente pieza o bloquear.
En resumen, un poka-yoke de secuencia bien diseñado debe cumplir esto:
-
Exige OFF inicial del sensor
-
Exige ON dentro de ventana
-
Exige OFF antes de siguiente ciclo
Si no está programado así, el fallo puede no ser puntual (una pieza) y ser indefinido en el tiempo, inutilizando el poka-yoke.
Modos de fallo habituales en los Poka-Yokes
Tenemos ciertos modos de fallo que son comunes entre los dos tipos de sensores previamente clasificados y otros específicos de los de cambio de secuencia.
Modos de fallo comunes
El modo de fallo común de ambos tipos de sensores, serían los falsos OK/NOK de los sensores, por lo que el proceso dejaría de estar protegido. Las causas pueden ser diversas:
- Suciedad o polvo en sensores: por ejemplo un sensor óptico que detecta presencia cuando realmente no la hay.
- Sensor mal colocado: una mala colocación del sensor puede dar falsos OK.
- Desalineación mecánica: parecido al anterior, también podemos poner como ejemplo un sensor óptico que no está apuntando donde debe por una desalineación mecánica debida a un golpe dando un falso OK.
- Manipulaciones de operario: en este modo de fallo, debido a un entrenamiento deficiente del persona, el operario "ayuda" al poka-yoke para que de una lectura OK, perdiendo su función de protección.
- Desgastes por el tiempo: por ejemplo finales de carrera que actúan con menos precisión por el paso del tiempo.
- Iluminación e interferencias: pueden afectar a las cámaras y sensores fotoeléctricos pudiendo producir falsos OK.
Modos de fallo de los sensores con cambio de secuencia
El modo de fallo en estos sensores es de pérdida de la secuencia y el problema es que, Poka-Yoke de este tipo mal gestionado es especialmente peligroso porque está la sensación de que protege, pero realmente solo sigue un orden lógico.
Para facilitar la compresión de esto vamos a hacerlo con un ejemplo.
Supongamos un conjunto ensamblado que lleva un clip metálico que debe de chequear su presencia un sensor inductivo. La lógica esperada es la siguiente:
- Operario introduce la pieza
- Operario coloca el clip
- Sensor detecta el clip (ON)
- Opearario saca la pieza → sensor vuelve a OFF
- Solo entonces se permite nuevo ciclo
Las causas que pueden causar la pérdida de esta secuencia podrían ser:
- Reset del PLC o corte de corriente: si se reinicia el PLC, puede ser que se diera la casualidad de que guarde el estado ON de clip detectado y operario introduzca una nueva pieza y no le pida el clip, y el PLC deje pasar la pieza sin clip.
- Transición ON→OFF no detectada correctamente: puede pasar que el clip fue detectado en la pieza anterior, pero al sacarla el PLC no vio el OFF, y con la siguiente pieza insertada el PLC piense que aún está en esa secuencia y deje pasar una pieza sin clip.
- Sensor detecta algo distinto al componente: puede ser que el sensor detecte algo metálico en rango distinto al componente y entonces no pida la colocación del clip metálico y permita pasar la pieza sin clip.
- Ventana temporal mal definida: esto ocurre cuando el PLC acepta la señal fuera del momento físico correcto.
El papel de los Red Rabbits
Un Red Rabbit (Conejo Rojo) en control de calidad es una pieza o muestra defectuosa introducida deliberadamente en la línea de producción para verificar si los poka-yokes del proceso detectan y detienen el error. Se marcan generalmente en rojo, actúan como una "muestra maestra negativa".
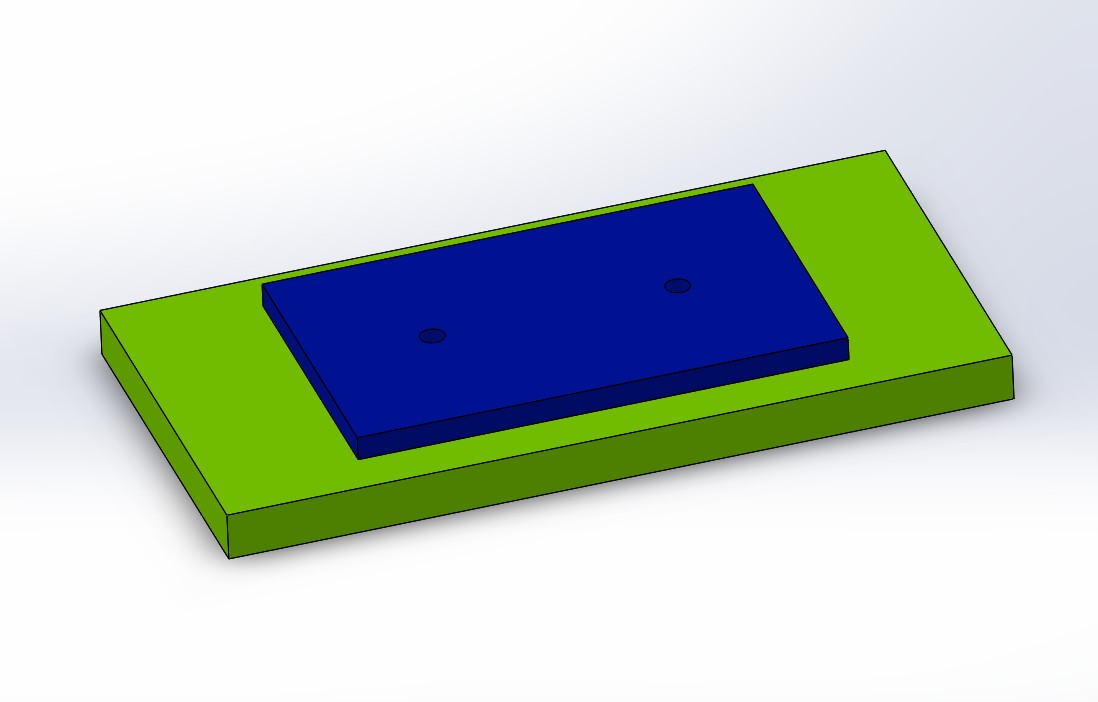
Veamos esto con un ejemplo rápido en una estación de trabajo. Supongamos que tenemos una pieza grande a la cual hay que clipar primero una pieza más pequeña para luego fijarla completamente con dos tornillos a la pieza grande. Hay dos poka-yokes inductivos que detectan la presencia de los dos tornillos y no deberían desbloquear la pieza hasta que den lectura de presencia de tornillos.
- La pieza OK sería así
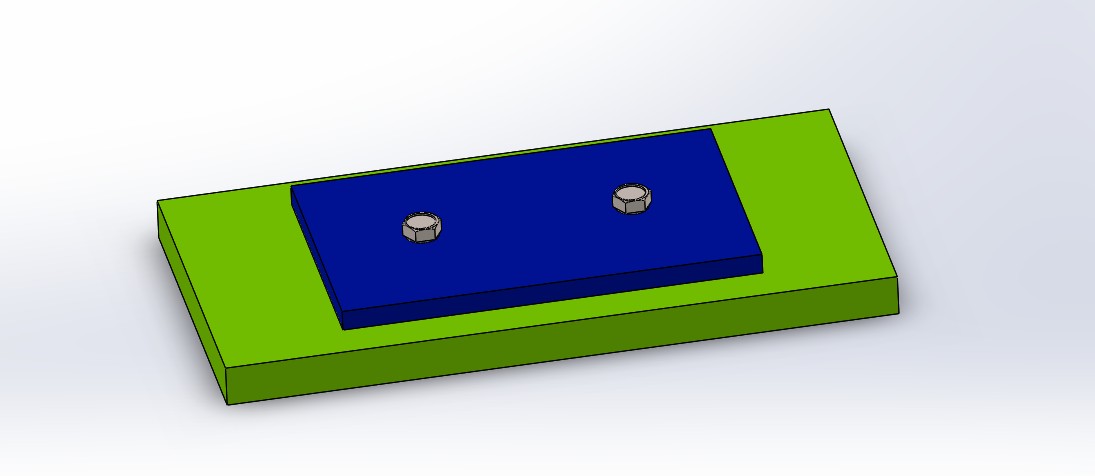
- La pieza NOK sería así, sin los dos tornillos, y acturaría como red rabbit. De esta forma el operario debería validar el correcto funcionamiento de los sensores con un procedimiento en el que colocaría el red rabbit, y debería salir la lectura de 2 tornillos faltantes y pieza bloqueada.
Cómo realizar una comprobación eficaz en producción
Con el objeto de minimizar los riesgos y garantizar la eficacia de la comprobación se pueden aplicar las siguientes estrategias:
Introducir el concepto de red rabbit.
- Comprobación de presencia/ausencia
- Comprobación de correcta orientación
- Comprobación de secuencia
Errores comunes al comprobar Poka-Yokes






