


Heijunka: Qué es y cómo nivelar la producción en Lean
¿Qué es Heijunka y por qué es clave en Lean Manufacturing?
Heijunka es un término japonés, que se traduce como "nivelación" y es uno de los principios fundamentales del Toyota Production System.
Para entender mejor qué es Heijunka, su principal objetivo es mantener la producción de un producto o sus variantes a niveles regulares de la forma más sostenida posible, y producidos en lotes lo más pequeños posible con entregas frecuentes a los siguientes procesos.
¿Cuáles son los beneficios de aplicar Heijunka?
Los beneficios de aplicar Heijunka son los siguientes:
- Reducción de desperdicios: al evitar sobreproducción, reducir exceso de inventario, reducir esperas, reducir número de cambios necesarios, reducir el número de defectos producidos.
- Mejora en el flujo de producción haciéndolo más predecible.
- Mayor flexibilidad ante la demanda.
- Optimización de los recursos existentes.
- Mayor estabilidad para trabajadores.
Cómo implementar Heijunka paso a paso
Para la implementación de Heijunka vamos a intentar explicarlo mejor con un ejemplo.
En una fábrica de electrodomésticos se fabrican tres tipos de lavadoras. La demanda mensual que tienen estas lavadoras es de:
- Lavadora A: 800
- Lavadora B: 900
- Lavadora C: 100
Teniendo en cuenta esto, lo primero que vamos a hacer es sacar la serie básica nivelada. Para esto, se tienen que dividir los volúmenes de cada artículo por la mayor cantidad posible común, esto es el Máximo Común Divisor (MCD).
Procedemos primero a la descomposición de los diferentes volúmenes:
- Lavadora A: 2 x 5 x 2 x 5 x 2 x 2 x 2 = 800
- Lavadora B: 2 x 5 x 2 x 5 x 3 x 3 = 900
- Lavadora C: 2 x 5 x 2 x 5
Vemos que el MCD, comùn a los tres productos es el que está en negrita:
- MCD = 2 x 5 x 2 x 5 = 100
Por lo tanto, para obtener nuestra serie nivelada tendremos que dividir los volúmenes totales para 100 y obtendremos:
- Lavadora A: 800/100 = 8
- Lavadora B: 900/100 = 9
- Lavadora C: 100/100 = 1
Entonces en una serie nivelada sería una producción así: A-A-A-A-A-A-A-A-B-B-B-B-B-B-B-B-B-C y se debería de repetir 100 veces para obtener el volumen total demandado.
Suponiendo que el tiempo dispnible mensual para trabajar en esta línea es de 300 horas, procedemos a calcular el tiempo de ciclo de la serie básica.
- TC Serie Básica = 300 x 60 / 100 = 180 minutos.
A la hora de programar la producción se podría hacer de dos formas:
- Producción mezclada: Es útil cuando hay gran variedad de productos y los tiempos de preparación entre las variedades son cortos. En el caso ejemplo sería: B-A-C-B-A-B-A-B-A-B-A-B-A-B-A-B-A-B.
- Producción de series monomodelo: En el caso de que la variedad de productos no sea tan amplia, y haya unos tiempos de preparación entre variedades considerables. En el caso ejemplo sería hacer la serie nivelada: A-A-A-A-A-A-A-A-B-B-B-B-B-B-B-B-B-C
Otro ejemplo práctico para entender Heijunka comparandolo con planificación tradicional
Tenemos una fábrica de juguetes en la que se fabrican 4 modelos: A, B, C y D. La demanda media mensual de cada uno de ellos es la siguiente:
- Juguete A: 32
- Juguete B: 28
- Juguete C: 10
- Juguete D: 10
Se van a tener en cuenta las siguientes suposiciones:
- La fábrica trabaja un turno al día de 8 horas y 20 días al mes
- El tiempo de cambio entre productos es de 0
- Cada unidad cuesta de producirse 2 horas.
Si se hiciera una planificación del tipo tradicional, fabricaríamos primero los A, luego los B, luego los C y luego los D en lotes grandes, y la planificación quedaría tal que así:
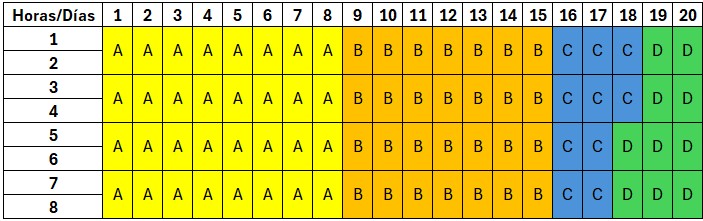
Como se puede observar, en este tipo de planificación tradicional tenemos las siguientes características:
- Se opta por los lotes de producción largos, lo más largos posibles.
- Los productos high runner, los más pedidos, son los primeros que se fabrican (A y B) quedando para los últimos días del mes los productos menos pedidos (C y D).
Imaginemos que un cliente hace el siguiente pedido el primer día de mes:
- 1 producto A.
- 1 producto B.
- 1 producto C.
- 1 producto D.
El tiempo de espera hasta que el pedido llega a fabricarse, es decir el lead time, será de 19 días, ya que:
- Fabricamos la unidad A el día 1.
- Fabricamos la unidad B el día 9.
- Fabricamos la unidad C el día 16.
- Fabricamos la unidad D el día 19.
Este es un tiempo de espera muy largo, que puede hacer que perdamos potenciales clientes que se vayan a la competencia debido a la espera.
Sin embargo, si aplicamos Heijunka podemos conseguir mejoras drásticas.
Lo primero que haremos será sacar el MCD (Máximo Común Divisor) para obtener la serie nivelada. Para este caso haremos la siguiente aproximación:
- Juguete A: 32 --> Aproximamos a 30
- Juguete B: 28 --> Aproximamos a 30
- Juguete C: 10
- Juguete D: 10
Así conseguimos que el MCD sea de 10, y será en la última serie donde ajustemos las cantidades, por lo tanto la planificación quedaría así (se ha optado por el tipo de producción de series monomodelo):
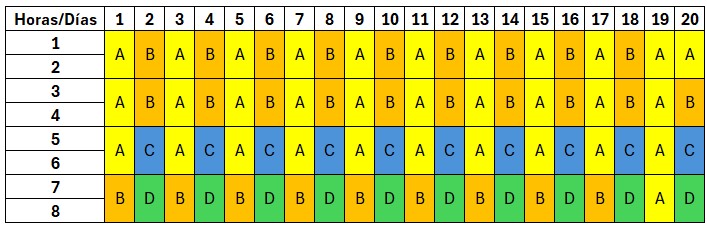
Como se puede observar en este caso, el lead time delivery al cliente que ha hecho el pedido anterior, sería en este caso de 2 días, por lo que la ganancia en tiempo de entrega es muy sustancial.
Además el hecho de ir produciendo con estos lotes de fabricación cortos, hace que el payback, es decir, nuestra inversión y costes en materiales para fabricar, sea retornado en un tiempo inferior al de la planificación tradiciona, mejorando así el cash flow de la fábrica.
¿Qué es la Heijunka Box?
La Heijunka Box es básicamente una caja, que contiene lo siguiente:
- Unas filas horizontales que representan cada producto.
- Unas columnas verticales para cada día de la semana laboral.
La caja de Heijunka puede ser visualizada de distintas formas, desde una caja de verdad, hasta una superficie plana dibujada incluyendo los elementos de trabajo con notas con notas adhesivas.
Siguiendo el ejemplo anterior, imaginemos por ejemplo tarjetas para la primera semana dada, que estarían colocadas de la siguiente forma, y se irían cogiendo como tarjetas Kanban.

Errores comunes al aplicar Heijunka
La implementación de Heijunka se suele enfrentar a varios errores comunes:
- No tener una demanda estable o predecible, ya que es la base para poder aplicar Heijunka.
- Falta de flexibilidad en la línea: si no se pueden implementar cambios de referencia rápidos puede ser contraproducente.
- Resistencia al cambio por parte del personal: este cambio en la forma de programar puede provocar rechazo en el equipo si no se comunica de forma adecuada
- Capacidad insuficiente en procesos downstream, que conduciría a cuellos de botella e inventarios innecesarios.
- No tener un sistema kanban eficiente: el sistema Kanban debe estar correctamente diseñado.
- No considerar la variabilidad en los proveedores: si las entregas de proveedor no son realizadas a tiempo afectarán a la nivelación heijunka.
- No medir el impacto de la implementación con KPIs: se deben implementar kpis para ver si se mejora realmente en términos de inventario acumulado y lead time de entrega.






