


MTTR: What it means and how to calculate it
What is the meaning of MTTR?
Like MTBF (see post), MTTR is a KPI used in the Total Productive Maintenance (TPM) program and represents the Mean Time to Repair (MTTR). MTTR is therefore an indicator of the effectiveness and efficiency of the maintenance department in repairing equipment back to ideal operating conditions.
As described in the MTBF post, failures will be considered both those that cause complete shutdown and those that cause a reduction in equipment performance, as both will require repair.
How is the MTTR calculated?
MTTR is also quite simple to calculate, and is done by dividing the Total Corrective Maintenance Time by the number of failures, thus:
MTTR = Total Corrective Maintenance Time / Number of Failures
The objective will always be to have an MTTR as low as possible.
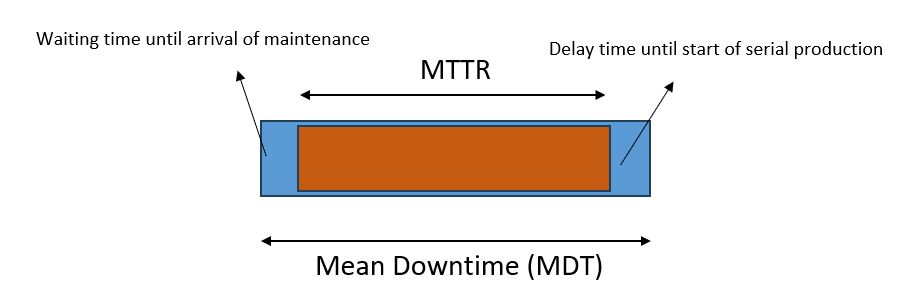
In the numerator, we have the Total Corrective Maintenance Time, which should include the interval between the beginning and the end of the repair, including:
- Breakdown diagnosis time
- Spare part arrival time
- Repair and adjustment time
- Validation, testing, start-up time...until an OK part is delivered at the required cycle time.
This time will NOT include the time from the time the failure occurs until the arrival of the maintenance personnel. It also does not include if after validation there is a delay until the start of serial production. These times will be taken into account in another metric that also includes the MTTR, which is the MDT (Mean Downtime).
MTTR Calculation Example
Let's imagine a plastic injection molding machine that in a given month, has 9 failures, and that the maintenance technicians, when recording their repairs with work orders, add up to 4.5 hours. We see then that the calculation will be quite simple:
Total Corrective Maintenance Time = 4.5 hours
Number of Failures = 9
Therefore, the MTTR will be:
MTTR = 4.5 hours / 9 failures = 0.5 hours/failure
This indicates that the average repair time for the injector under study has been half an hour.
How does MTTR relate to OEE and MTBF?
We have already commented in the OEE post (see post) that this is obtained by multiplying Availability x Performance x Quality.
This is why having a lower and lower MTTR will allow us to improve availability and therefore OEE.
How to improve MTTR?
The MTTR can be improved by doing the following:
- Improve the fault diagnosis time: if for example we have the fault diagnosis in advance (for example with an error code on a screen) and it is communicated to the maintenance personnel they can already come to the point of the fault with all the necessary útliles. It seems a no-brainer, but this point can lead to a drastic reduction of the MTTR.
- Define a criterion on repair or replace: sometimes repairing a piece of equipment can take a long time, which tells us that its condition is not adequate. In addition to this, this repair time takes away machine availability. For this reason in many occasions it is cheaper and more practical to replace a new component instead of repairing it. This criterion on when to repair or replace should be defined within the maintenance department.
- Have a list of critical spare parts defined: the maintenance department, in collaboration with the equipment manufacturers, should define a list of critical spare parts to have a stock in case of breakage of a component, for example. Let's imagine a die cutter that breaks its die, if we don't have a spare part, we will have to order it with the leadtime it has and it will mean a stoppage that many times companies cannot afford.
- Have a well-defined procedure or protocol for corrective maintenance: if it is not defined how to proceed, there will be a great impact on the corrective maintenance time.
- Perform periodic performance tests: in this way we will verify the correct operation and anticipate failures.
- Optimization of the "paperwork" necessary to justify the work of the maintenance personnel: the use of specific software can help to speed up this process. In addition, it should always be completed when the final validation has already been given to the machine so as not to affect availability.
- Use of troubleshooting techniques for breakdowns, using tools such as the "Ishikawa Diagram" or "The 5 Whys". By finding out the root cause, we can take action to prevent the failure from happening again.
How to track MTTR?
The first thing to keep in mind is that, as with MTBF, the ideal is always to have one MTTR indicator per machine. In the case of an injection process, we will have only one MTTR indicator, referring to that injection machine. If we have a manufacturing line with 4 machines, in this case we should develop an MTTR indicator for each machine or equipment, i.e. a total of 4. If we do not do so and develop an MTTR indicator for the entire process, there will always be one of the equipment "ballasting" the MTTR of the entire line and we will have less specific information to undertake the best preventive maintenance actions.
In practice, given that every company has limited human resources in maintenance (and in everything), it is best that this department defines within an assembly line critical equipment (those that most affect availability) and follow its MTTR indicators by undertaking actions such as those mentioned above in "How to improve MTTR".
As is done with the MTBF (see post) in a given year, it is best to follow the indicator cumulatively, for better interpretation. In the following example we would select for example a given machine for which we have the historical data by month of:
- Downtime Breakdowns
- Number of failures
As we have mentioned, we will make an accumulation of these two data as the months go by and we would be left with a MTTR calculation as follows:

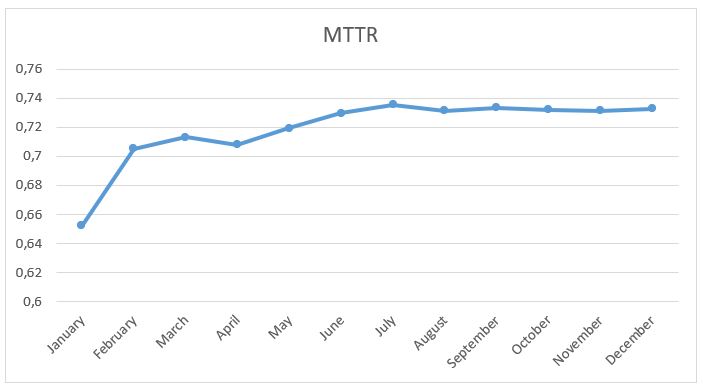
We see that throughout the year we have been getting worse, which shows that the effectiveness and efficiency of maintenance when repairing this machine is getting worse, so we should analyze the causes and take action.
Subsequently, an MTTR target should be set in order to be always below it and improve month by month, year after year.
What is it for and what are the advantages of tracking MTTR as a KPI?
The monitoring of the MTTR as an indicator will give us, as we have mentioned, information about the effectiveness of the maintenance actions, therefore:
- We will have a vision of how effective and efficient the maintenance department is when performing corrective maintenance once a breakdown occurs: Having this data will allow us to perform actions and procedures in order to streamline and improve this MTTR indicator.
- Performing a correct analysis of MTTR and breakdowns will give us information on what to do to prevent them by feeding tasks for preventive maintenance.
The use of CMMS software to calculate and track the MTTR
As shown in the MTBF post, for the MTTR, the use of CMMS software will greatly facilitate the development and monitoring of this indicator.






