


Why some robots don't optimise but hinder production
What does it mean when a robot hinders production?
Whenever we hear about investments in robots to automate tasks in a company, we always think that the output of this investment will translate into greater productivity and efficiency. However, this is not always the case, and in this post we are going to talk about the possible situation that can occur when robots are installed or processes are automated, which is that productivity is negatively affected, with the automated station becoming the bottleneck.
If you want to delve a little deeper into the topic of how to identify bottlenecks, I recommend the TOC series of posts (‘Theory of Constraints - TOC - Introduction').
Expectations vs. reality in industrial automation
When a company decides to incorporate robots into its production line, expectations are usually high: better cycle time, quality, productivity, to translate into cost reduction.
However, the reality is not always in line with expectations, and the results can be very disappointing if proper planning is not done.
Expectations
- Increased efficiency: by investing in robots, they are expected to work faster than people and without interruptions.
- Lower cost: by avoiding the need to pay human labour, robots only consume energy.
- Better quality: as they are more repetitive than humans, their quality is expected to be consistent.
The reality in many cases
- Production stoppages: In reality, robots often cause stoppages due to incorrect configurations or technological limitations that were not properly taken into account.
- Lack of flexibility: Where flexibility is required, robots can become a barrier, as they are designed to perform repetitive tasks.
- Large number of breakdowns: Unplanned downtime due to breakdowns can be more expensive (in terms of lost productivity) than the original problems they were intended to solve.
- Learning curve: Robot integration can take too long to set up and adjust to the specifics of a production line.
- It leads to quality defects in most parts.
Factors that make robots a hindrance
Factors that can turn robots into a bottleneck in a process are:
- Lack of a correct prior analysis: adding robots to the production line without first analysing whether it is necessary can generate more problems than benefits. For example, imagine that a robot is designed to assemble two parts on a production line, but it has not been taken into account that these parts have a certain variability in their dimensions and the robot acquired is not capable of adapting to this variability, so in this case the robot would be a hindrance, as manual adjustments would have to be made quite often, affecting the availability of the line.
- Automate an already inefficient process: for example, imagine the integration of a robotic arm for picking products in a warehouse where the location is messy, sometimes products are recorded in the wrong locations and box sizes are not standardised. If all these problems are not solved first, the robotic arm will bring more problems than efficiency.
- Incorrect robot integration with the current process and programming errors: it could happen that the robot software does not communicate correctly with the rest of the system, causing stoppages. Also, if the robot is programmed inadequately, it will not be productive, since it will generate defects in the parts to which it adds value, and it may also have serious failures, harming productivity.
- Programming errors
Common mistakes in integrating robots in production
The most common mistakes when integrating robots into production lines are the following:
- Inadequate staff training: lack of training by operators on how to use it as well as by programmers on how to program it, can lead to underutilization of the robot or even workplace accidents.
- Not adjusting the stations on the line to the robot: as previously mentioned, it often happens that the robot is not able to absorb certain product or process variability, so the first step is to adjust the existing stations on the line to the limitations of the robot.
- Poor robot selection: not all robots are suitable for all tasks and it is very important to make the right choice to avoid future production problems.
- Poor adjustments of the robot with the existing software: this will cause communication and control problems that will lead to stoppages, breakdowns and quality defects.
- Poor planning of acyclic elements of the robot: let's imagine a robot that glues foam longitudinally onto a piece. If the foam is in rolls that are loaded into the robot, every time a roll is finished, the robot must be stopped to load a new roll. If this roll loading takes longer than expected, it will greatly affect the output of the line, so this must be taken into account from the beginning.
- Lack of safety in human-robot interaction: in industrial robots, appropriate measures must always be implemented from the beginning to protect workers in the case of a human-robot interaction.
- Incorrect evaluation of scalability: it must always be taken into account that the robot's capabilities are scalable, in order to adapt to changes in demand, and prevent the robot from becoming obsolete.
- Incompatibility with environmental conditions: if the working conditions are harsh, with high temperatures, dust, humidity, etc., and a robot is chosen that is not compatible with them, there will be serious problems.
Real cases of automation you didn't optimise
I will proceed to explain a case that has occurred in my work experience. It was a process to manufacture an automotive part and consisted of 4 stations:
- Station 1: The operator performed some assembly on the part.
- Station 2: The operator performed another assembly on the part.
- Station 3: A robot placed and glued a piece of foam required by the part onto the part.
- Station 4: The operator finished the assembly on the part.
The cell operated as a kind of automated horizontal ‘Ferris wheel’ with 4 positions (one for each station). The condition for the ‘Ferris wheel’ to move was that all the stations had finished the part, i.e. that the operators at stations 1, 2 and 4 had pressed the button indicating that the part was finished, and that the robot signalled that it had finished its cycle.
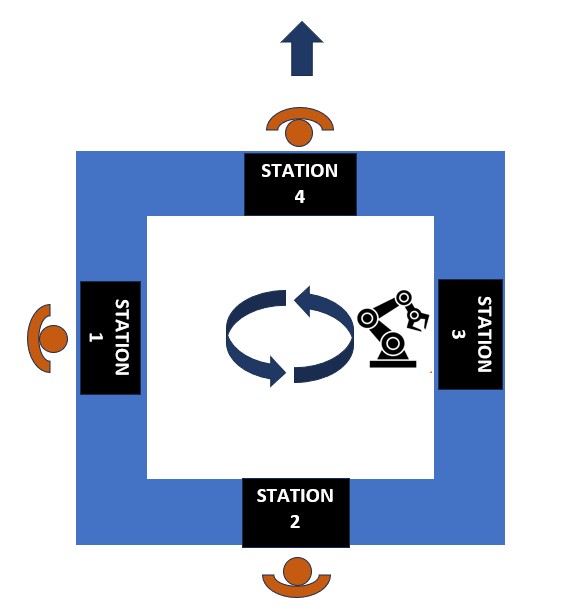
In an ideal world, and as theoretically envisaged, the bottleneck or constraint in the system was the operator at station 4, with the robot being able to supply this station with no problem as its theoretical cycle time was lower.
What happened in reality was very different, with a major impact on the capacity of the line. The main failures of this cell are listed below:
- It was a completely dependent system and any micro-stop in the robot caused the other stations to stop, impacting the output of the system.
- The frequency of changing the foam coil (because the existing one was finished), was not as easy as it was thought and could cost about 20 minutes, having to be done every 2 hours. Imagine, for each 8-hour shift, 20 x 4 = 80 minutes downtime just for frequency).
- The robot had continuous gluing failures that they were not able to correct, as there were variables related to the ambient temperature that could affect the gluing, and the robot was not able to absorb this variability.
The solution in the end was very simple, and consisted of dismantling the “Ferris wheel” completely and it was seen that it was possible to supply the demand by having a U-shaped cell with the Nagare or Rabbit Run method (see “Cellular Manufacturing and U-Shapped Cells”) according to which the three operators would go through the 4 work stations taking charge of all the tasks of the process, that is, operator 1 would do station 1, then station 2, then station 3 and then station 4, and then start the cycle again. The same would be done by the other two operators. The operation that used to be performed by a robot for gluing the foam would now be performed by an operator, removing the automation.
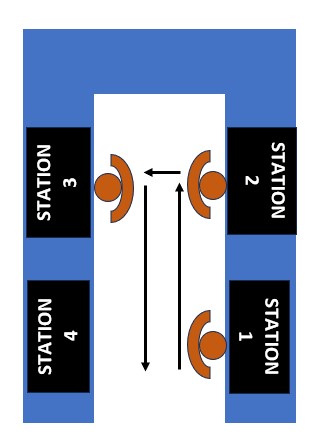
Here it could be seen how sometimes an automation that has not been well thought out, causes many problems in the efficiency of the line, and how going back to a simple U-shaped cell, solves the capacity problems.
The hidden cost of poorly planned automation
If we continue with the example given above, let's assume that the robot in station 3 required a total investment of 30,000 euros, with the objective of being able to increase the complete output of the production line.
The initial target was as follows, having the Robot (only manufacturing costs will be taken into account and assuming an OEE of 85%):
- Robot investment: 30,000 euros
- Number of operators: 3 operators
- Hourly labor cost: 20 euros/hour
- Hourly robot energy cost: 1 euro/hour
- Estimated line capacity: 50 pieces/hour
- Customer demand: 2000 pieces/week
Taking these data into account, the customer demand could be manufactured in 2000/50 = 40 hours. Now we calculate the weekly manufacturing cost:
- Weekly manufacturing cost: 40 hours x 20 euros/hour x 3 operators + 40 hours x 1 euro/hour = 2440 euros.
The U-cell assumption would be as follows (only manufacturing costs will be taken into account and assuming an OEE of 85%):
- Number of operators: 3 operators
- Hourly labor cost: 20 euros/hour
- Estimated line capacity: 30 pieces/hour
- Customer demand: 2000 pieces/week
Taking into account the data, the customer's demand could be manufactured in 2000/30 = 66.66 hours, i.e. about 67 hours.
- Weekly manufacturing cost: 67 hours x 20 euros/hour x 3 operators = 4020 euros.
If the line efficiency were the same for both the robot and U-cell options, it would be clear that the manufacturing cost is lower in the case of the robot since 2440 < 4020 euros, and the investment would be amortized in 19 weeks (30000/(4020-2440) = 19).
However the reality is that by causing constant line stoppages (affecting availability) the OEEs are as follows:
- OEE robot = 40%
OEE U-cell = 85% (remains the same since there is no robot)
This 45% difference between the theoretical and the real OEE of the robot means that the real capacity of the line is reduced by 45% with respect to the theoretical, therefore the real capacity will be 50 x 0.55 = 27.5 pieces/hour, lower than that of the U-shaped cell. Therefore, in addition to having less capacity than the U-shaped cell, it is more expensive to manufacture it with the robot option, since it will cost us more time to manufacture it (2000/27.5 = 73 hours) with the same operators and the cost of electricity.
- Actual weekly manufacturing cost with robot: 73 hours x 20 euros/hour x 3 operators + 73 hours x 1 euro/hour = 4453 euros
As you can see 4453 is greater than 4020 euros, so in the real world, it was more expensive to manufacture with that robot than with 3 operators without a robot, in addition to potential supply capacity problems.
Lessons to avoid problems with intelligent automation
As a summary, to avoid problems when automating production lines we have the following points:
- Correctly evaluate the real needs to automate.
- Choose automations with modular and scalable designs.
- The robots to be used must have the best possible access to their components to facilitate maintenance operations.
- Communication between line equipment must be guaranteed, as well as hardware and software compatibility.
- Establishing predictive maintenance systems will make it possible to anticipate before the failure that causes stoppages occurs.
- The correct operation of the robot should be ensured by carrying out long industrial tests before its acquisition, as far as possible.






