


Root Cause Analysis: Five Whys
"The 5 Whys" is a tool used for root cause analysis, which is one of the necessary steps defined in problem solving techniques (see post). This method consists of asking in an iterative way “Why?” to explore the cause-effect relationships of a given problem.
This tool emerged during the 1930s by Sakichi Toyoda (founder of Toyota). Taiichi Ohno, one of the main architects of the TPS (Toyota Production System) said that the 5 whys are the basis of Toyota's scientific approach, and said that by repeating "Why?" 5 times, the nature of a given problem as well as their solution were clear.
The importance of the analysis of the 5 Whys
Through the application of this tool, what is intended is to get to the essence of the problem to be able to take actions that prevent it from happening again. Often through the application of the 5 whys, completely unexpected sources of problem generation are reached and it can happen that problems that, without carrying out this analysis, issues that were considered as technical problems, after doing so, turn out to have a background related to human or process/procedural error.
The success of this technique is based on the fact that it allows decision making based on information about what is really happening at the workstation. For this reason it is very important to have in the team that performs the analysis people with practical experience in the process and from different areas to be able to give different perspectives.
How do you do a 5 Whys analysis?
First Step: A correct definition of the problem
The starting point for a correct Root Cause Analysis through the 5 Whys must already come from previous steps with a correct definition of the problem, explained in "Introduction to problem solving techniques".
Second Step: The first "Why?"
In this step, the question “Why?” is asked. to the problem defined in the first step. They must be short and concise answers.
Step Three: We continue to ask "Why?"
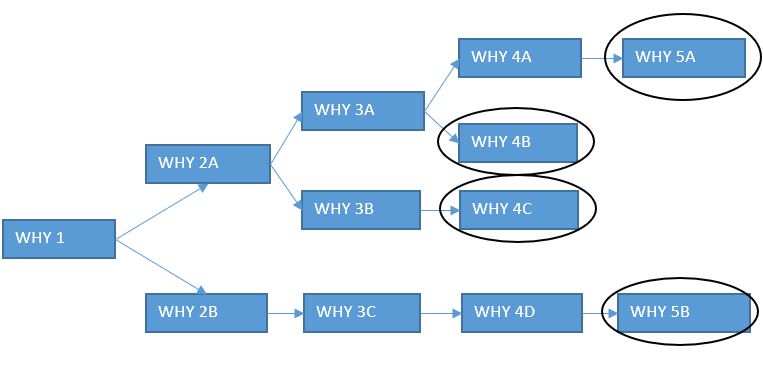
About the answer to the first “Why?” we continue to iteratively ask that question until we reach the root cause of the problem. There doesn't have to be 5 Whys, as the root cause could be found after the third, or perhaps after asking the question seven times.
Likewise, it is also possible that we have various root causes, for which we should ask the question "Why?" and sometimes, depending on the complexity of the problem, it could look like the following, with four different root causes:
Occurrence Root Cause Example
In this example we are going to see the analysis of the occurrence of a quality problem, that is, we want to find out why it happened.
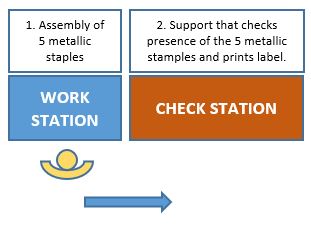
Let's assume a quality problem in which a plastic part is specified to have 5 metal clips and the part has reached the customer with 4 instead of five. The part has the required label.
The manufacturing process consists of the operator taking the part, depositing it on the table and placing the five clips. Subsequently, the piece is placed on a support that, through 5 inductive sensors, detects the presence of clips and if the 5 clips are present, the label is attached to the piece. If the part does not have a label, it follows that the detection process has been skipped or that a missing metal clip was detected.
Definition of the problem
Piece with a missing metal clip.
First Why: Why did the part arrive with a missing metal clip?
Because the operator forgot to put the last clip.
Second Why: Why did the operator forget to put the last clip?
Because this operator did not have the required training to perform the operation without supervision.
Third Why: Why did this operator this operator not have the required training to perform the operation without supervision?
Because the operator versatility matrix is not up to date and the person had experience in similar operations.
Fourth Why: Why isn't the operator versatility matrix updated?
Because the person in charge of updating it left the company 4 months ago.
We can clearly see here how a problem that without being analyzed in detail would seem to be the "fault" of the operator, has as its root cause that the person who controlled the polyvalence matrices that guide line leaders to manage personnel, had left the company and a replacement for this responsibility was not left, so their actions must be aimed at covering said responsibility.
Non-detection root cause example
Here we will analyze the problem of why a given problem was not detected, that is, once it has already occurred, why has it not been detected?
Let's continue with the example above. As mentioned, the support is programmed so that, after giving the five inductive sensors an OK result, the required label is printed on the part.
Let's start with the analysis:
First Why: Why hasn't the support detected the missing metal clip?
Because the inductive sensor was in the OK position all the time.
Second Why: Why was the inductive sensor in the OK position all the time?
Because it was not resetting after each reading, it is faulty.
Therefore, here we have as a root cause a defective sensor that gave a false reading of always giving OK, that is, it always gave the information that the metal clip was present even though it was not. Taking this root cause into account, the immediate action will have to be to replace this inductive sensor as well as to make a plan for the detection of sensors that do not work correctly, which could be related to passing bad parts in a controlled way with a certain frequency, called network rabbits, in order to see that our sensors are working correctly.






