


MTBF: What it means and how to calculate it
What is the meaning of MTBF?
MTBF, Mean Time Between Failures, is a metric used in a Total Productive Maintenance (TPM) program that gives us information about the reliability of our production equipment.
What exactly is a failure?
This is the first thing that must be defined, what is a failure in a given equipment and these two situations will be considered as such:
- Complete shutdown of the equipment or machine in question.
- Reduction of equipment performance, running at a cycle time slower than the ideal level.
Obviously the complete shutdown is of greater severity, but both will require action on the part of maintenance.
How is MTBF calculated?
The MTBF is quite simple to calculate and will be done by dividing the total time producing by the number of failures (will require a maintenance intervention):
MTBF = Total Time Producing / Number of Failures
Our objective will therefore be to have an MTBF as high as possible.
As for the MTBF Numerator, "Total Time Producing", the following times should be subtracted from the "Total Scheduled Time":
- Time of duration of the breakdown until it is rectified.
- Scheduled stops for lunch, rest, autonomous maintenance, etc.
The MTBF, as previously mentioned, indicates the reliability of our equipment, focusing on failures as a variable that affects availability. Therefore, the following should not be subtracted from the "Total Time Producing ":
- Shutdowns due to reference change
- Stoppages for setup, start-up and machine parameterization
MTBF Calculation Example
Let's imagine a plastic injection machine that on any given day is programmed to produce for 16 hours. During that day there is a half-hour stoppage due to a change of mold and adjustments and there are two breakdowns, one of 1.5 hours and the other of 1 hour. In addition to this, it must be taken into account that during those 16 hours there have been programmed breaks of the personnel in which the machine was stopped for a total of 1.5 hours.
We will now calculate the MTBF:
Total Time Producing = 16 hours - 1.5 hours (staff breaks) - 2.5 hours (sum of the two breakdowns) = 12 hours
As previously mentioned, reference changeover times are not taken into account for this calculation.
Number of failures = 2 failures
Therefore the MTBF will be:
MTBF = 12 hours / 2 failures = 6 hours/failure.
This means that on that given day for every 6 hours that machine was injecting, it had a failure that required a maintenance operation.
How does MTBF relate to OEE?
As mentioned in the post on OEE (see post), this indicator is obtained by multiplying availability, performance and quality.
The MTBF is ultimately the time between failures, so the longer the time between failures, the higher the machine availability and therefore the higher the OEE.
How to improve MTBF?
The MTBF of a given machine can be improved in the following ways:
- Performing a correct analysis of the root cause of the equipment failure: For this we can use tools such as the "Ishikawa Diagram" or "The 5 Whys". Having a clear understanding of the root cause of the failure will allow us to take actions to avoid or minimize its occurrence. For example, let's imagine that a component of a machine breaks very often; once the root cause is detected, instead of asking for a replacement of the component, we can ask the manufacturer for a higher quality substitute, a design change in the component, etc., which would make the failure to be repeated much less frequently.
- Improving preventive maintenance: having an effective preventive maintenance plan will surely improve MTBF. The idea is to anticipate failures, to be more proactive and less reactive.
- Condition-based maintenance: this would be a predictive maintenance in which through parameters, sensors and others, information would be collected from the machine that would allow us to know how likely it is that the failure will occur based on the variation of the chosen machine conditions or parameters.
How to track MTBF KPI?
The first thing to keep in mind is that the ideal is always to have one MTBF KPI per machine. In the case of an injection molding process, we will have only one MTBF indicator, referring to that injection molding machine. But let's imagine that we have a manufacturing line with 4 machines; in this case we should develop an MTBF indicator for each machine or equipment, i.e. a total of 4. If we do not do this and develop an MTBF indicator for the entire process, there will always be one of the equipment "ballasting" the MTBF of the entire line and we will have less specific information to undertake the best preventive maintenance actions.
In practice, since every company has limited human resources in maintenance (and in everything), it is best that the department defines within an assembly line critical equipment (those that most affect availability) and follow their MTBF indicators by undertaking preventive maintenance action plans for their improvement.
That said, in order to correctly track the MTBF indicator in a given year, it is best to do it cumulatively, for better interpretation. In the following example we would select for example a given machine of which we have the historical data by month of:
- Time scheduled to produce
- Downtime breakdowns
- Number of failures
As we have already mentioned, we will accumulate each of these three data as the months go by and we will be left with an MTBF calculation as follows:

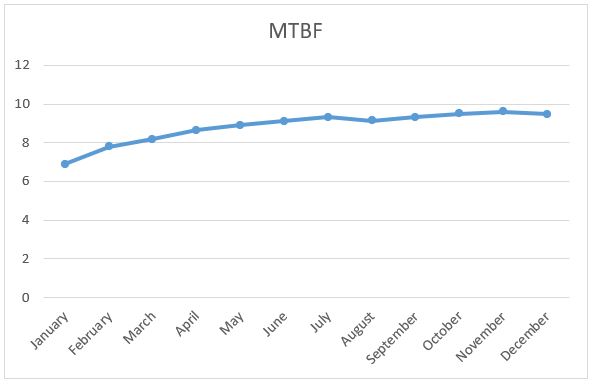
We see that little by little throughout the year there has been a trend of improvement.
Subsequently, an MTBF target should be set to be always above it and to improve month by month, year after year.
What is it for and what are the advantages of tracking MTBF as a KPI?
The fact of following the MTBF indicator as a KPI will allow us the maximum operability of our maintenance department, allowing us to prioritize preventive maintenance actions in those equipments that have a worse indicator, in order to improve little by little the availability of the production lines.
The advantages of following the MTBF will be:
- Identify equipment with lower reliability in our production plant.
- Predict the operability of the production lines: This will allow us to predict the maximum capacity of our lines since it will always affect the availability of breakdown stoppages.
- We will be able to make decisions when managing preventive maintenance: As we mentioned before, having the MTBF information we will be able to manage preventive maintenance in a much more optimal and intelligent way, setting the required revision frequencies for each equipment, which will result in a reduction of the number of breakdown stoppages.
- Cost reduction: anything that improves availability will always translate into cost reduction. We are improving the number of changes due to waiting times.
The use of CMMS software to calculate and track MTBF
Let's imagine a company of a small size, which has 5 manufacturing lines and in each of them has 10 machines, this means a total of 50 different equipments. To carry out the monitoring of the MTBF indicator, it would be quite complicated to do it manually on a daily basis because of the time resources it would consume. It is important for any company that wants to be competitive to invest in CMMS (Computerized Maintenance Management Software).
The first CMMS appeared in the 1980s to replace the manual maintenance management that was done in terms of maintenance planning, work orders, inventory management, etc. As we see these systems are much more than having the MTBF indicator, but when acquiring them it will be important to make sure with the company that we contact that it has this functionality, so that it is as complete as possible.






