


A Guide to Ensuring Perfect Bolting in Productive Environments
Introduction to Bolting
In production environments, the function of bolting or threaded joints is to fixly join structural elements of an assembly by turning/tightening a bolt with the help of a tool.
This procedure is one of the most common in the assembly or assembly of parts. The essential component is the bolt, which can be described as a threaded bolt with a head that facilitates driving and anchoring. Normally, threaded elements such as bolts and nuts will be needed for the joint, but there are also self-tapping screws that allow cutting and forming a thread in the plastic material without the need of a previously threaded hole.
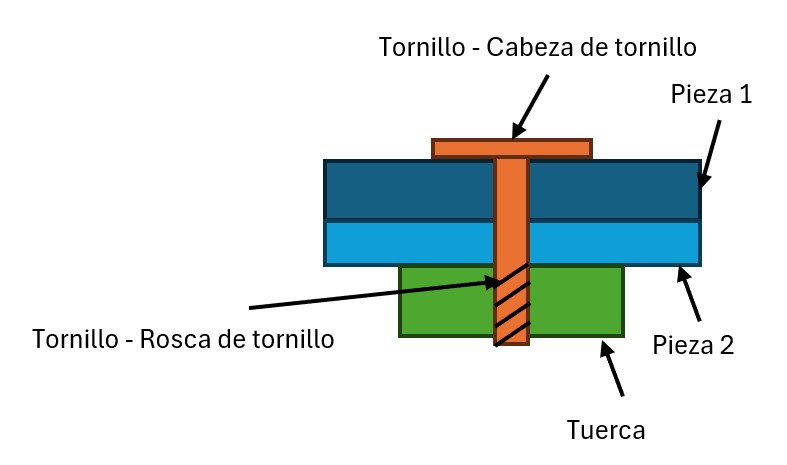
In the figure below we see the cut of a bolted joint assembly of parts 1 and 2 by means of a bolt and a nut. It could be for example the joint between two metals.
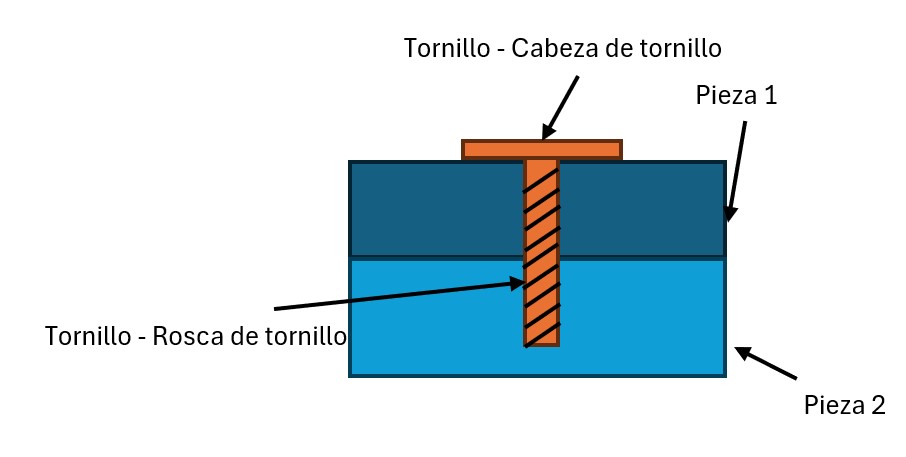
In the image below we now see the cut of a screw connection of parts 1 and 2 by means of a self-tapping screw, i.e. during the screwing process it makes its own thread. It could be for example the connection of the cabinet hinges with the doors.
Importance of Proper Bolting in Productive Environments
Correct bolting is essential to ensure the quality, safety and efficiency of products and production processes. We list here some of the key aspects that demonstrate its importance:
- Safety: Incorrect bolting can cause very serious structural failures in the final product, endangering the end user. Likewise, at the process level, a bad fastening could cause failures in the operation of the process machinery, with safety risks for the operators.
- Product quality: If a bolt is badly tightened, it may have problems of noise, vibrations, loose parts, etc. It is essential to guarantee correct fastening to ensure the longevity of the product working under the conditions for which it was designed. Quality claims by the end customer will affect customer satisfaction and will also involve non-quality costs.
- Efficiency of the production process: The objective of any production process will be to produce quality ok parts at the highest possible speed in order to be as profitable as possible. If bolting is poor, parts will have to be reprocessed, affecting the efficiency of the process as well as costs.
-
Regulatory compliance: Many industries are subject to regulations and standards that require specific bolting procedures. Meeting these requirements is necessary for product certification and commercialization.
-
Innovation and adaptability: In advanced manufacturing environments, such as Industry 4.0, correct bolting is integrated with real-time monitoring and control technologies, allowing automatic adjustments and greater adaptability to variations in the production process.
The equipment needed for a perfect bolting process
Considering the speed and production capacity demanded for the production lines, equipment is required to ensure efficiency, precision and safety in bolting. The most common equipment are the following:
Electric screwdrivers
These screwdrivers have an electric motor that drives the rotation of the screwdriver tip, eliminating the need to manually turn the tool. Power supply can be either corded or battery powered.

The advantages of these screwdrivers over pneumatic screwdrivers are:
- Portability: Since they do not require an air compressor, they are easier to deploy in different locations. Battery-powered screwdrivers will obviously be even easier to transport than corded ones.
- They allow greater control of the screwdriving parameters.
- They are more accurate and repeatable than pneumatic ones.
- Ergonomics: They are usually lighter and easier to handle than pneumatic ones.
- Maintenance: They require less maintenance than pneumatic tires.
- Noise: They operate more quietly than tires, improving the working environment.
The disadvantages would be:
- Lower power than pneumatic ones with which they would not serve for certain applications.
- In the case of battery models, large capacity batteries are required, which will result in significant cost.
Pneumatic screwdrivers
En los atornilladores neumáticos, un compresor de aire proporciona el aire necesario para opearar a través de la manguera para introducirse en el taladro dentro de un motor de aire, que convierte el aire comprimido en movimiento rotativo que a través de un eje transmite el movimiento a la punta del atornillador.
En cuanto a las ventajas de los atornilladores neumáticos con respecto a los electricos tenemos:
- Permite un atornillado más rápido y continuo que los eléctricos.
- Tienen mayor potencia lo que les permite aplicar mayor par de torsión.
En cuanto a sus desventajas tendrían:
- Dificil maniobrabilidad, dado que las mangueras de aire impiden que ciertos desplazamientos sean hechos con agilidad.
- Dependencia de los compresores, lo que los hace difícil de transportar y también puede ocasionar que a veces la presión de aire no sea la adecuada.
- Permiten un menor control de los parámetros de atornillado.
In pneumatic screwdrivers, an air compressor provides the necessary air to opear through the hose to be introduced into the drill inside an air motor, which converts the compressed air into rotary motion that through a shaft transmits the movement to the tip of the screwdriver.
As for the advantages of the pneumatic screwdrivers with respect to the electric ones we have:
- They allow a faster and more continuous screwing than the electric ones.
- They have more power which allows them to apply more torque.
As for their disadvantages they would have:
- Difficult maneuverability, since the air hoses prevent certain displacements to be made with agility.
- Dependence on compressors, which makes them difficult to transport and can also cause that sometimes the air pressure is not adequate.
- They allow less control of the bolting parameters.
Screwdriving robots
Screwdriving robots are automated machines designed to perform screwdriving tasks with high precision and efficiency in production environments. These robots are widely used in assembly lines to improve the consistency and speed of the screwdriving process.
They operate as follows:
- The robot is programmed to follow a series of paths, screwdriving positions and parameters such as torque, screwdriving speed, etc.
- A controller sends a signal to the robotic arm to move to the screwdriving position.
- The screw feeding system delivers a screw to the tool.
- Screwing is carried out at the position defined in step 2 (the screwdriver can be electric or pneumatic), and with the help of sensors torque, speed, etc. are controlled.
- By means of a user interface, the robot parameters can be monitored in real time and changed if necessary.
The advantages of screwdriving robots are as follows:
- Accuracy and consistency in screwdriving: a robot, if well programmed and calibrated is more accurate and uniform applying screwdriving than an operator.
- Improvement of the screwdriving cycle times by being able to move faster, it can also do simultaneous screwdriving if there are several screwdriving heads, etc...
- Reduction of errors, since human factors such as fatigue, absent-mindedness, repeatability, etc, do not have it, therefore it will improve the quality with the screwdriving robots.
- Flexibility: the screwdriving robot can be loaded with trajectory programs for different references, which allows it to be multipurpose and also to adapt to new projects.
- Reduction of labor costs, since by moving the screwdriving task from an operator to a robot, the hourly cost of the operator's work is no longer a costly one.
Its disadvantages would be:
- Large initial investment: Obviously the investment is going to be much higher than taking only the electric or manual tool, so it must be justified with a large volume of production that allows a positive “business case”.
- They require more regular maintenance and much more specialized technical support.
- Start-ups are much more tedious until it starts to operate at the required cycle.
In the video below you can see a screwdriving robot.
Screw feeding
Screw feeding can be done in two ways:
- Manually: In this type of feeding, operators take the screws from trays, boxes or dispensers and place them directly into the parts, ideal for small-scale production or also when flexibility is more important than speed.
- Automated: These use systems such as vibratory, pneumatic or rail feeders, which deliver screws directly to the screwdriver, which is more efficient for high-volume operations or automated production lines.
Important parameters for efficient bolting
In a production line, these are the most important parameters to control:
- Tightening torque (torque): the tightening force must be controlled to avoid over- or under-tightening, ensuring correct clamping without damaging components. It is measured in Newton-meters (Nm).
- Rotation speed: It is important to adjust the speed of the screwdriver to balance speed and precision, avoiding damage or thread jumping. It is measured in rpm.
- Control of the rotation angle or number of turns of the screw during the screwing process: This allows indirect measurement of the depth required for the screwing process. The number of turns or angles of the screw is preset according to the type of material and the length of the screw, which ensures that it is inserted to the exact depth. The sensors for the turn control are explained below.
- Tightening sequence: Depending on the product, it may be important to follow a specific order to distribute the force evenly, avoiding deformation.
- Tightening cycle time: The tightening time must be controlled to optimize production without compromising quality.
- Number of bolts assembled: It is important to check that the part has the specified number of bolts.
Typical failure modes in bolting
The most common failure modes in bolting processes are as follows:
- Use of incorrect bolts on the line: this can result in not being able to screw or in the case that it can, having an incorrect diameter or length can cause damage to the material on which the joint is made or the final fastening to be inadequate.
- Insufficient torque: This can cause the fastener to loosen over time and compromise the stability of the assembly.
- Excessive tightening torque: Applying too much torque can cause damage to the material on which the assembly is made and even to the bolt (if it is more fragile) and may cause it to break.
- Missing bolt: a missing bolt in the assembly will most likely compromise the stability of the assembly.
- Fallen screw inside the assembly: If a screw falls inside the assembly it will probably cause noises in the final assembled product.
- Screw misaligned: If the screw is not properly aligned with the hole it can result in uneven tightening and potential damage to the threads.
- Incorrectly positioned bolt: If the bolt is placed in the wrong hole it could compromise the overall assembly and cause structural problems. For example, let's imagine that a screw is placed where a rivet should be.
- Screw with manufacturing defects: These are screws that have manufacturing defects, such as cracks, impurities or malformed threads that will affect the overall assembly.
- Screws damaged during storage: Screws that are damaged during handling or storage, such as damaged threads or deformed heads.
Cómo Implementar Poka-Yokes en el Proceso de Atornillado
Sensores para Controlar el Par de Apriete
En atornilladores eléctricos o neumáticos usados en líneas de producción, los tipos de sensores que pueden estar incorporados incluyen:
- Tecnología piezoeléctrica: Esta es la propiedad de determinados sólidos para generar una carga eléctrica bajo tensión mecánica, lo que permite detectar la deformación causada por el torque.

- Galgas Extensiométricas: Utilizan galgas extensiométricas integradas en el motor o montadas en el eje rotativo para detectar la torsión. La deformación de dichas galgas cambia su resistencia eléctrica, lo que se convierte en una señal eléctrica que es proporcional al torque.

Tras integrar estos sensores en la herramienta y conectarlos con un PLC, se podrá detener el atornillador cuando la señal de entrada alcanza un valor correspondiente al torque deseado. Con esto pues, podremos evitar tanto el modo de fallo de par de apriete insuficiente como el de par de apriete excesivo.
Sensores para Controlar el número de Vueltas que da el Tornillo
Controlar el número de vueltas que da el tornillo, nos permite asegurar mejor aún un proceso de atornillado adecuado, ya que, imaginemos que hay una interferencia en el orificio donde se va a llevar a cabo el atornillado y nos da el par requerido mucho antes de que el tornillo haya llegado a su posición final. Si tenemos estos sensores, podemos asegurar que si un tornillo ha de dar 8 vueltas, es decir 360 x 8 = 2880 grados, si no llega a estos grados o se pasa, detectarlo para poder asegurar un atornillado correcto.
Para medir el número de vueltas se usan unos sensores llamados encoders que pueden ser ópticos, magnéticos, incrementales o absolutos. Un encoder funciona mediante la conversión de la rotación de un eje en señales eléctricas. Un disco codificado, montado en el eje, gira y pasa a través de un sensor (óptico o magnético), generando pulsos eléctricos. Estos pulsos son contados por un controlador, como un PLC, que calcula la posición angular o el número de vueltas del eje, y así se mide el ángulo o número de vueltas que da el tornillo.
Ergonomía y Control de Posición de los tornillos - Brazos Cartesianos Manuales con Reconocimiento de Posición
Los brazos cartesianos, operan en un sistema de coordenadas cartesianas (ejes X, Y y Z) y utilizan guías lineales para moverse con precisión en tres dimensiones. Se usa en aplicaciones donde se requiere un control del posicionamiento de los tornillos preciso.
Estos brazos cartesianos funcionan de la siguiente manera:
- El operario libera los mecanismos de bloqueo en los ejes que necesita mover. Esto se puede hacer mediante palancas, botones o controles similares.
- Utilizando las manijas o controles manuales, el operario guía el brazo cartesiano a la posición deseada de atornillado. Los encoders lineales y otros sensores de posición detectan y registran el movimiento del brazo en tiempo real que se muestra en una pantalla o interfaz, permitiendo al operario ver la posición exacta y hacer ajustes precisos.
- Cuando el brazo está en la posición deseada, el operario lleva a cabo el atornillado. Cuando termine el atornillado, la interfaz gráfica indicará si ha sido OK dicho atornillado en cuanto a posición, par de apriete etc, y le guiará para ir a la posición del siguiente tornillo.
Como se puede observar, gracias a los sensores de posición se podrá garantizar que se pone el tornillo en la posición correcta. Si el operario no siguiese el orden de atornillado establecido, el sistema lo detectaría, y se debería programar para que bloquease la pieza y evitar que pase a la siguiente estación.
Estos brazos además mejoran la ergonomía para el trabajo de los operarios, al proporcionar un soporte estable y fácil de mover, mejorando la postura y reduciendo la fatiga.
Sistemas Contadores de tornillos para evitar falta de tornillo
Estos sistemas están relacionados con los sensores para controlar el par explicados anteriormente. Cuando se alcanza el par preestablecido (especificado para el proceso), el sistema, a través de software reconoce que el tornillo ha sido apretado correctamente e incrementa el contador para ese tornillo específico, asegurando que no solo se ha utilizado un tornillo, sino que también se ha apretado al par requerido.
Supongamos que se han de poner 10 tornillos, con la ayuda de una pantalla, un contador indicaría al operario el número de tornillos que va colocando y alcanzan el par establecido.
Este sistema puede tener un fallo y es que, imaginemos que el operario le da al boton de atornillar dos veces en el mismo tornillo. Si da el par establecido las dos veces, el sistema contará como que lleva puestos dos tornillos cuando en realidad lleva solo uno. Es por tanto importante parametrizar en el sistema un espaciado de cierto tiempo entre atornillados, como por ejemplo 2 segundos, para evitar este tipo de fallos.
Beneficios de Garantizar un Atornillado Correcto
Elegir las herramientas adecuadas, los parámetros correctos, así como los poka-yokes necesarios nos va a garantizar:
- Durabilidad y fiabilidad del ensamblaje
- Mejor calidad del producto final
- Menos defectos y retrabajos, que hacen que nuestra línea de producción sea mucho menos eficiente.
- Mayor seguridad para los operarios
- Asegurar el cumplimiento de normativa: importante en industrias como la aeroespacial o automotriz.
- Consistencia y repetibilidad en el proceso productivo.
Todo esto al final se traducirá en una gran satisfacción por parte del cliente final.






