


Plastic Injection Moulding - Introduction
Plastic Injection Moulding is a manufacturing process in which with the effect of heat and shear forces a raw material usually called pellets (normally thermoplastics, to be deep dived into it in future posts) is melted in an injection moulding machine and afterwards that melted material is introduced inside the cavities of a mould until the cooling occurs. After this it's extracted to obtain an injected part which will have very similar dimensions to the mould (they are slightly different as the material will suffer some shrinking, this will be explained in another post).
In this frist post we are going to focus in the existing stages of the plastic injection mouldin process, and in future post we will talk about the machine, injection parameters, material, parts, defects, etc.
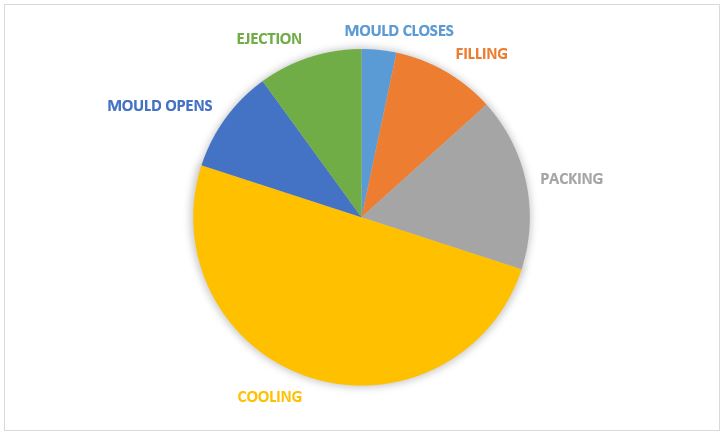
The stages that occur in all the cycle of the injection moulding process can be observed in the graphic shown below and are the following:
- Mould Closes
- Filling
- Packing
- Cooling
- Plasticising
- Mould opens
- Ejection
In the following table and graphic it's shown an injection moulding cycle time of 30 seconds. Now we will explain each of the stages of the process:

Mould closes
As the stage name indicates, it consist of the mould closure. This phase is performed by the injection machine clamping unit, which by using an hydraulic cylinder it pushes movable plate of the mould until it closes. The main parameter here is the clamping force, which will be explained in more detail in another post, but for having an idea of how it works, it is the necessary force done to avoid that the mould opens after injecting the plastic polymer inside it and it's usually measured in tons. You will usually hear about the tonnage of the injection machine.
Filling
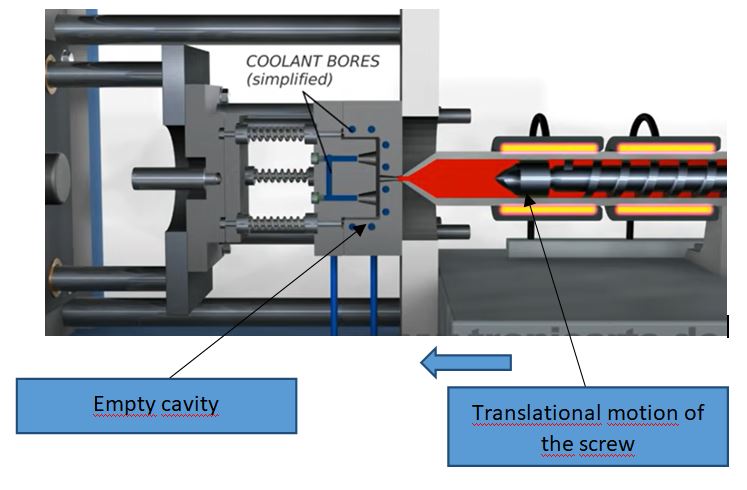
In this stage, the melted polymer prepared in the stage of plasticising, it's introduced in the cavity of the mould as if it would be a syringe. The screw here it's said that it has a translational movement. It's worth to be taken into account that this filling will need to be carried out in a fast way to avoid that the material solidifies in the way to volumetric filling. It's important here to know that the parameter that is fixed in this stages is the speed, this is the mm/s which the screw moves by working as a piston.
In the image below it can be observed the empty cavity and the screw prepared to work as a piston.
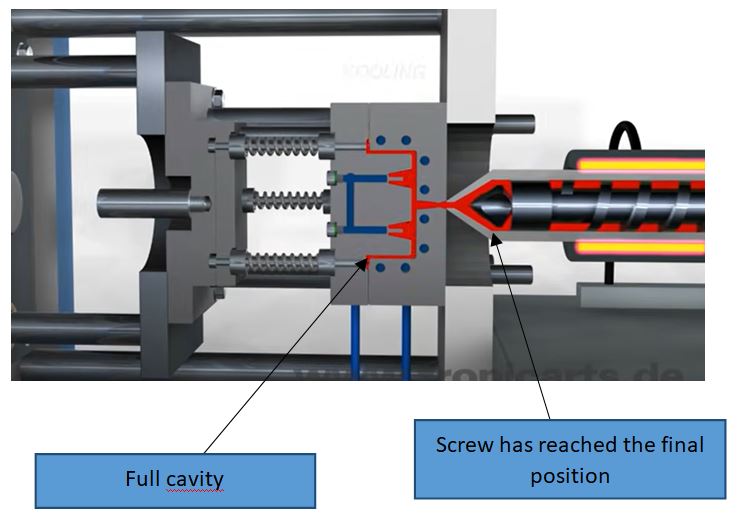
In this image we can observe that the screw has reached its final position and the polymer has been introduced in the cavity of the mould.
Packing
In this stage, also called pack & hold, the plastic which has filled the cavity feels the pressure done by the screw and it finishes complete voumetric filling. In this case, the advance of the screw is minimu (usually it does not reach 10% of total advance) and it's done by fixing the pressure parameter (different to filling stage which was speed parameter).
Cooling
At the time that the pressure applied by the screw dissapears, the material need to cool until reaching an adequate temperature to be ejected and afterwards continue cooling until reaching room temperature.
This stage is done at the same time that plasticising happens (dosage for next part) and usually takes 50% of the total cycle time.
We can make a rough calculation to know aproximately the cycle time of a part with the following formula: Cooling time = 2t2 being the thickness of the part, so as cooling usually takes 50% of time, the complete cycle time would be: CT = 2 x (2t2).
Plasticising
The objective of this stage consist of plasticising the material. Shear movement of the screw and heat application through resistances make the material melt.
In this phase the screw (Archimedes screw) which comes from final position of the previous injection cycle, starts to spin collecting material in front of it as it goes back due to rotational movement.
Necessary dosage can be calculated by knowing screw diameter and the Travel, having as first data the cavity volume of the mould. Below we can see an easy sketch of the screw insid of the injection unit and the calculation that should be done to know the necessary dosage.

Mould opens
This stage is accomplished by the clamping unit of the injection moulding machine, which thanks to an hydraulic cylinder make the mould opening.
Ejection
Here it takes place the ejection of the part from the mould. The ejection system for the part is usually mechanical (it can also be pneumatic or hydraulic) and it's placed in the movable plate of the mould.
After ejection stage usually some handling by an operator is done in order to cut the sprues and make a final quality inspection of the part prior packaging it.
We can see in the following link video all the injection moulding process mentioned above: https://www.youtube.com/watch?v=b1U9W4iNDiQ
The aim of this post was to make a brief introduction of injection moulding process to be able to deep dive more in future posts.






