


Subordinating everything else to the constraint - TOC
In this post, we explain the importance of having overcapacity in processes which are before or after the constraint or bottleneck.
The reason is that, in the case of processes placed before the constraint station, this overcapacity will allow the system to close all the gaps which have been generated in the buffer allocated prior the constraint due to any incident or stop that occurs in this non-constraint stations, avoiding that the constraint reaches the status called "starving" (waiting for a part).
In the case of processes placed after the constraint, this exceess of capacity will allow the system to evacuate very fast the buffer allocated after the constraint, avoiding that it reaches the status called "blocked" (constraint station cannot place parts and it's blocked).
We are going to explain all mentinoned above much better with an example, first with a non ideal situation from the point of view of TOC, and after, the ideal situation.
A system with three stations completely balanced: non ideal situation
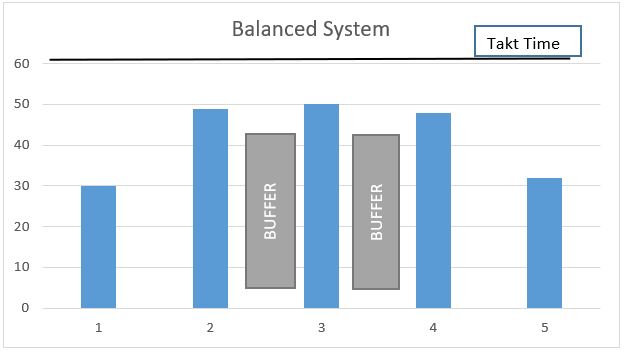
Through this example, we are going to see how all that things that we learned in the university about balancing all the stations has some weaknesses. Let's imagine a system which has five work stations witht the following cycle times:
- Station 1: 30 seconds/part
- Station 2: 49 seconds/part
- Station 3: 50 seconds/part
- Station 4: 48 seconds/part
- Station 5: 32 seconds/part
We know that our customer demands one part every 60 seconds (Takt-time = 60 seconds) and we know that the constraint in our system is in station 3, which is not bottleneck because it has enough capacity to supply our customer (50<60 seconds). In addition to this we have done all necessary things to exploit the constraint and avoid that it stops and we also know that our constraint must be protected with a buffer before (between stations 2 and 3) and after (between stations 3 and 4).
However when we have all this in real life with a system as balanced as this one we realize that:
- It will take us ages to build the buffer between stations 2 and 3 because the difference in their cycle times is of 1 second/part. If we have a production stop in station 2, it will not have enough time to recover the buffer, making that station 3, the constraint in the system, gets the status of "starving", waiting for parts, and this will make that all the system stops having an impact in the customer facility.
- It will also take a lot of time to evacuate all the material between stations 3 and 4 because they have a difference in cycle time of 2 seconds per part. This means that, if an stop happens in station 4, the buffer will continuosly getting more and more full of parts and station 3 won't have time to evacuate it prior having it full at 100% and provoquing a "blocked" situation in station 3, meaning stopping the system, impacting our final customer.
A system with stations prior and after the constraint with overcapacity: ideal situation
If we take example before, let's imagine that process engineer responsible of that stations realizes about the system explained above and that even having a cycle time 10 seconds below than customet Takt time, it was causing several production stops due to the problems that we explained previously.
Taking into account this excess of capacity the process engineer takes the decision of moving operations from station 2 to 3, and from station 4 to 3 too, givin more workload to constraint, but paying attention not to overcome the Takt Time, and unloading work from stations before and after the constraint as it's indicated in the "Theory of Constraints".
The new cycle times in each station will be the following:
- Station 1: 30 seconds/part
- Station 2: 45 seconds/pieza
- Station 3: 57 seconds/pieza
- Station 4: 45 seconds/pieza
- Station 5: 32 seconds/pieza
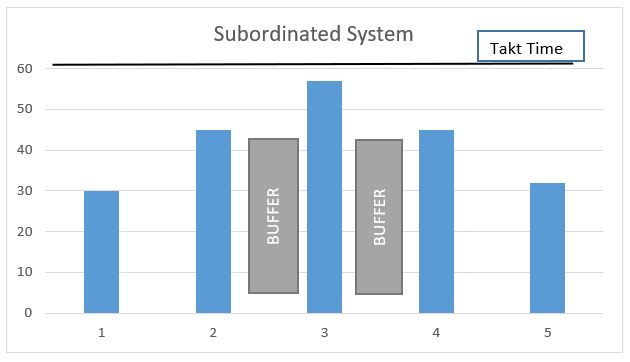
Our cycle time will be now of 57 seconds/part, which allows us to meet the customer demand (60 seconds/part), because the way that we were working previously with 50 seconds/part, was also making the line to stop because final customer didn't want to store stock and we were waiting until the part was consumed, so this "gain" in cycle time, was not supposing any economical improvement.
With this system we can see that:
- El buffer entre las estaciones 2 y 3 se va a llenar mucho antes que en la situación anterior al haber ahora una diferencia de ciclos de 8 segundos por pieza. Si ahora se da el paro en la estación 2, va a tener bastante más tiempo de recuperar para volver a llenar el buffer y así evitar que la restricción llegue al estado de "starving" referido arriba.
- El buffer existente entre las estaciones 3 y 4 también va a tener muchisima más capacidad de desalojo al haber ahora una diferencia entre ciclos de 8 segundos por pieza. Si hay paros en la estación 4, en el momento que arranque va a poder desalojar el material evitando la situacion "blocked" con mucha mayor agilidad que en el ejemplo anterior.
Con todo esto queda demostrado la utilidad de subordinar todas las demás estaciones a la restricción.






