


Introduction to SMED: quick changeover
SMED technique, which stands for Single Minute Exchange of Die, is a continuous improvement methodology used to reduce the tooling changeover time required when changing from producing one reference to another. The phrase "Single Minute", refers to the idea that in general each changeover should take no longer than 10 minutes. This technique was originally developed in the Japanese automotive industry with Lean Manufacturing, but has since been successfully applied in other production environments.
The theoretical idea behind SMED is simple: reducing production changeover time will allow us to improve uptime (reducing downtime) and increase production capacity.
What is a changeover?
A changeover is the process of switching from manufacturing one reference to another.
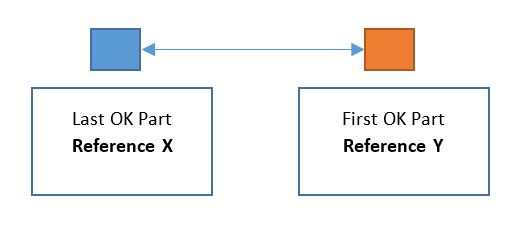
The changeover time is the total time required to change from one reference to another, which includes from the last OK part of production of the previous reference to the first OK part of the new reference working at normal production rate.
What is a quick changeover or SMED activity?
Quick changeovers are activities focused on:
- Reducing changeover time.
- Reducing the cost and effort involved in performing a reference change in the line.
Why reduce the reference changeover time through SMED?
Now we will explain all the advantages that will be obtained after the correct application of SMED with the help of some examples:
1. The application of SMED will increase the capacity of the production lines.
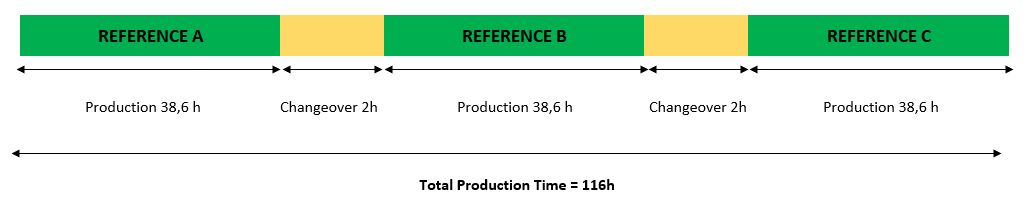
Let's imagine an assembly line of household appliances with 3 references and 3 large production batches, we have the following current data:
- Number of reference changes per week: 2
- Scheduled production time per week on the line: 120 hours
- Changeover time: 2 hours
Taking this into account we will know our availability (without taking into account unscheduled stops, etc, let's keep it simple):
Availability = 120 - 2 x 2 x 2 = 116 hours
Let's suppose that we perform a SMED activity and we are able to reduce the changeover time to 30 minutes (0.5 hours), therefore we will calculate our new availability:
Availability after applying SMED = 120 - 2 x 0,5 = 119 hours
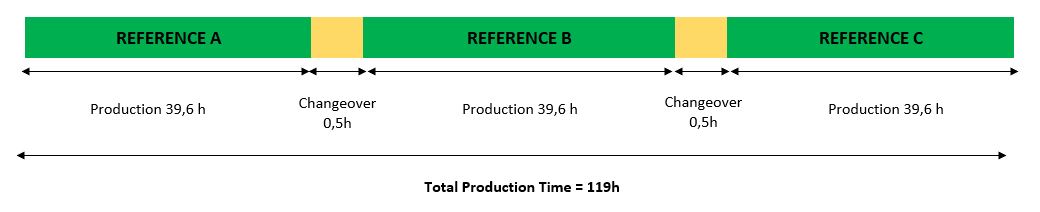
We will have 3 additional hours available for production, which will increase the OEE and our line capacity.
2. Through SMED we will increase the number of changeovers in the same time.
If we continue with the example of household appliances, let's imagine that after performing the SMED activity, instead of increasing the batch size, as we have done in the previous example, what we do is to perform more changeovers (reducing the batch size) having the same time available as before, 116 hours.
If we take this into account, with the 0.5 hours that each changeover takes, we can perform 8 changeovers in the same time that 2 changeovers were carried out before. This would work out like this:

3. SMED will reduce batch sizes
Directly related to point 2, the fact of making a greater number of changeovers in the same time, will allow us to reduce the size of the batches. To understand the importance of manufacturing in small batches see post The ideal quantity for a production batch.
4. Inventory levels will decrease
Having smaller batch sizes will decrease our inventory levels. For this to happen, it must be accompanied by a higher frequency of transports both to supply components to the line and to ship to the end customer, otherwise the material will accumulate waiting to be either consumed by the line (if it is a component) or waiting to be shipped.
Therefore, let's imagine that in our example, prior to the application of SMED, there was a weekly transport both to supply components to the line and to ship the final batch of appliances.
After applying SMED, there are now two weekly transports for both component supply and dispatch. This will reduce stock levels throughout the chain (with the consequent savings in time and expense, see post How to identify the 7 Wastes of Lean Manufacturing).
5. Applying SMED will reduce the manufacturing leadtime
As a consequence of the reduction of the batch size, the manufacturing leadtime will decrease, as well as the leadtime of delivery to the customer, i.e., our customer will have the product in his hands earlier and more frequently on a weekly basis.
6. We will improve our flexibility to respond to customer demand
Reducing the size of the batches will allow us to plan in the short term and when the customer changes the quantity of product demanded (which happens in the current reality), we will be able to respond more quickly.
The necessary stages to implement SMED properly
The first thing to know is that normally for the best results, SMED should be started after the implementation of a pull flow in the company through Kanban (see Introduction to Kanban System). To perform the SMED exercise, a series of steps must be carried out:
1. Observation, measurement and recording of the total changeover time.
As mentioned at the beginning of this post, the changeover time covers from the last OK part of the previous reference to the first OK part of the new reference at the serial rate.
In this phase you should record all the activities that are carried out in the changeover process, as well as the time it takes to perform each one of them, if several activities are being done at the same time, etc, about the reality of the current process.
If we continue with the previous example of household appliances, we would write down all those activities that together would add up to 120 minutes of changeover time:

2. Separation of internal and external activities
In this phase, we will have to classify the activities recorded in phase 1 as external or internal activities:
- External activities will be those that can be performed having the machine running, e.g. cleaning, paperwork, assembly of subcomponents needed for the changeover, movement of the injection mold going in....
- Internal activities are those that can only be performed with the machine stopped, for example, removing the current mold or die from production.
If we perform this exercise in the example, we realize that, after identifying the operations that must be done with the machine stopped (internal activities), we have a real changeover time of 90 minutes, since the rest of the external activities can be performed either before starting the changeover process, or when the tool that will manufacture the new reference is running, as we can see in the image. Right now, each changeover is performed 30 minutes earlier.

3. Conversion of internal activities to external (if possible)
In this phase, a reflection exercise should be carried out on the current internal activities and the possibility of converting them to external ones should be explored. Some examples of this conversion could be:
| Current Activity | Proposed improvement (conversion from internal to external activity) |
|---|---|
| Go to the warehouse to pick up tooling (mold or die) at the time of reference change. | Position the tooling close to the machine before the changeover starts. |
| Heat tooling to operating temperature after machine installation | Preheat the mold before the changeover is started. |
| Picking and placement in the layout of all components of the new reference at the time of the changeover | Picking and placing of components prior to changeover |
| Cleaning of the mold or die of the previous reference at the time of removal from the machine. | Performing such cleaning in the mold/die shop after changeover |
| Completion of new reference manufacturing order paperwork prior to removal of old reference die/mold | Completion of this paperwork when the new reference is already being manufactured. |
| Contact the personnel carrying out the tooling change at the time the production of the "old" reference is completed. | Carry out changeovers in a planned manner and contact personnel before manufacturing stops to ensure timely availability or train operators to perform their own tooling changeovers. |
In the case at hand, let's imagine that after carrying out improvements related to paperwork, preparing the components prior to the changeover, and proceeding with the changeover to ensure that the personnel changing the tools are in place before the changeover begins, we have a changeover time of 45 minutes:

4. Eliminate waste from internal activities
In this step we will try to eliminate or minimize all those "wastes" present in the internal activities, that is to say, we will try to minimize everything that does not contribute value to the current process of change. It would be a kind of method improvement of the internal activities. Let's see below some examples that can be implemented.
| Current Method | Improved method |
|---|---|
| Current method with a number of bolts of a given length | Reduction in the number and/or length of screws to reduce loosening/tightening time |
| Use of hand tools for loosening/tightening | Use of much faster compressed air tools, such as pneumatic screwdrivers |
| Manual centering of the tooling on the machine | Use of centering pins on the tooling to make this operation much simpler and quicker |
| Adjustment of the machine parameters of the new reference manually using the trial/error method. | Development of machine parameter standards for each reference and loading of the different programs on the machine. |
| Use of mechanical mold clamping systems | Use of magnetic mold clamping systems, which avoids all screw loosening/tightening processes |
| Injection mold part removal jaws changed by operator | Injection mold extraction jaws changed by the same robot that extracts the part, which can be done at the same time as the tool change. |
In the example of household appliances, after reducing the number of screws required for loosening/tightening, because not so many were needed, and the use of pins to facilitate centering, it is improved from 45 minutes to 30 minutes per change.

5. Eliminate waste from external activities
This step will reduce waste from external activities, which will reduce the total work involved in making a change. Some examples are shown below:
| Current Method | Improved method |
|---|---|
| Tools stored in the central warehouse | Tooling stored next to the production line in a dedicated area |
| Completion of the paperwork required for the changeover | Reducing paperwork to the extent possible |
If we were to apply this to our changeover process, we would see that previously we were spending 75 minutes on external activities, after putting away the tools at the side of the line we gain 15 minutes, being 60 minutes the total time for external activities.

6. Standardization of the new changeovoer process and follow-up
In this phase, once the SMED exercise has been completed, a detailed standard operating procedure for tooling changes should be developed. The following tasks should be implemented:
- Documenting the standard changeover process as mentioned above.
- Communication and training of all personnel involved in the changeover process.
- Establish a changeover time goal.
- Measure the change process and follow up to see incremental improvement.
- New ideas to further improve the change process.






