


How to identify the 7 Wastes of Lean Manufacturing
If everything were ideal, all the activities that make up the production processes should contribute to the final value, but in reality, very few actually do. We must be very clear about one thing: our final customer will only be willing to pay for the activities that he really values.
There are three types of process activities:
- Value-added activities: those that convert or transform the product in a way that satisfies the customer's needs.
- Non-value-added activities: any activity that is necessary in the system but does not add value for the customer.
- Wastes: these can range from activities, to time, space, materials, etc. that do not add value or are not necessary for the system and involve a cost. These activities can (and should) be eliminated. They are also called with the japaneese word MUDA.
Our objective must therefore be to eliminate waste, but to do so, the first thing to do is to locate them. They are listed below and then we will explain each one of them:
- Overproduction
- Overprocessing
- Excessive inventory
- Transportation
- Unnecessary motion
- Waiting
- Quality defects

1 out of 7 Wastes of Lean: Overproduction
The simplest definition of overproduction is that of producing products for which there is no demand. This is very common in traditional companies where the objective is always to avoid a machine being stopped in order to increase productivity as much as possible. This is clearly a mirage that can be illustrated with the following example:
Let's imagine a plastic injection molding machine, and let's list the costs derived from production on the machine, as well as those directly associated with it:
- Amortization of the investment: 25%.
- Energy and consumables: 30%.
- Machine spare parts: 10%
- Maintenance costs: 20%.
- Location and occupied surface area: 10%
- Insurance, taxes and others: 5%.
To these costs, which account for 45% of production costs, we must add 25% direct labor, 15% indirect labor, and 15% production overhead.
- If the machine is running or stopped, we will always have to pay the "Amortization of the investment", "Location and occupied surface" and "Insurance, taxes and others", which is 40% of the costs assignable to the machine, which if we multiply it by 45% of the production costs (0.4 x 0.45) is 18%. Therefore, we lose 18% of production costs.
- If we produce for the sake of producing, without having demand we will therefore lose (100 - 18) 82% of the total cost of production. Traditional companies will tell you that this is not a loss because the company assumes that it will sell this "overproduction", but it directly affects the cash flow by taking longer to recover the money invested in the transformation of the products.
Causes of overproduction
- Long changeover and start-up times, which leads to think that very large production batches (overproduction) can be compensated.
- Produce according to a forecast, as opposed to a "pull" type of production.
- There are problems in keeping up with daily production, so overproduction occurs without investigating the root cause of the problem.
- Often the answer is: "Because it has always been done this way", producing for the event that there is a higher demand for the product.
Consequences of overproduction
- Impact on the company's cash flow by tying up part of the capital in raw materials, work in progress (WIP) and finished product, since we have produced more than necessary. This will mean that if we do not have cash and we do not pay on time, we will end up paying more interest to the banks. There are many companies that have closed because they have spent their cash on material that was not required and then had no money to buy raw material for what was really demanded.
- Overproduction is the door to the creation of new wastes such as excessive inventory and transports of such material. Keep in mind that space, people and equipment such as forklifts will be needed to manage and move all that excess material.
- Increased lead time for delivery to the customer: by manufacturing very large batches that are not necessary, we are increasing the lead time for delivery to the customer since the material that is really required will "wait" until the total programmed batch is finished.
How to eliminate or reduce overproduction?
The first thing to do is to change the mindset of the above mentioned, to get out of the "Because it has always been done this way". Besides that, some of the actions that we can do to eliminate or reduce overproduction would be the following:
- Produce at Takt Time with a pull system, i.e. produce at the pace of customer demand, no more and no less.
- Continuous flow if possible, i.e., produce a part that passes through all the workstations necessary to transform the product, without intermediate stock. This would be the one-piece-flow that cannot always be achieved.
- Use of supermarkets for production control when continuous flow is not possible.
- Use of problem solving techniques to find root causes of unplanned stoppages or quality problems that cause overproduction.
- Use of SMED for quick changeovers.
2 out of 7 Wastes of Lean: Overprocessing
This muda consists of adding unnecessary steps to the process that are not required by the customer, i.e. the customer would not pay for them. We must always ask ourselves the question why a process is necessary and why the product is produced to eliminate the unnecessary elements.
To better understand overprocessing muda here are a number of examples:
- Machines that run faster than necessary
- Equipment using more energy than necessary
- Performing redundant activities, for example imagine a production process in which a robot makes a quality inspection, and the next operator returns to inspect what the robot has already checked. Or perform a cleaning process on something that has been previously cleaned.
- Putting a lot of attention to detail without any added benefit.
In the end, when people or machines working directly in the production process perform activities that do not add value, that is an over-processing cost.
Causes of overprocessing
- Customer requirements not understood: this is possibly the first cause of overprocessing and all of them have a little bit of this. If the specifications dictated by the customer are not well understood, you can end up developing activities or designing product features that the customer doesn't care about, he wouldn't pay for them.
- Lack of communication: sometimes customer expectations and requirements are not clearly communicated to the operators directly involved in the operations that add value to the product. This can lead to overprocessing problems.
- Complex designs: Excessively complex designs of certain products can lead to some overprocessing due to the use of excess materials, labor and other resources. The design should always be adapted to the customer's needs and expectations, no more, no less, being as simple as possible and always having a coordination between the design and manufacturing departments.
Consequences of overprocessing
The consequences of overprocessing can be seen in everything that affects direct manufacturing costs:
- Higher labor cost.
- Higher energy costs.
- Increased space occupied.
- Equipment to be paid for that performs unnecessary tasks.
Examples of overprocessing
Let's take a slightly extreme example of over-processing, but it could happen. Let's imagine a part that is manufactured by stamping and has no appearance requirements from the customer. However, to avoid scratching the parts, it is decided to put an operator at the end of the stamping press to put them in plastic bags before depositing them in the container. It is clear that here we have not understood the needs of the customer who requires a functional part but does not care about the appearance. Because of this we have a cost overrun, taking into account the labor cost of the operator, as well as the material cost of the bags, which could have been avoided if the real needs of the customer had been understood.
Another example of over-processing would be, for example, using smaller tolerance ranges than those requested by the customer, which results in longer cycle and process times.
In the end we repeat the phrase, you have to understand the customer's needs.
How to eliminate or reduce overprocessing?
To help eliminate overprocessing there are two actions to be taken:
- Encourage fluid communication between design, production and quality departments to ensure that the product that is still in the design phase will be feasible to manufacture economically and with the required quality.
- Establishment of work standards for each station so that all operators follow the same method, always paying attention when developing them to do only the tasks that our customer would pay for.
3 out of 7 Wastes of Lean: Excessive inventory
Any excess inventory represents an additional cost to the company, which includes:
- Value of the product: it is a product that is not in demand, i.e. it cannot be translated into revenue.
- Occupied space: since the space dedicated in the factory to stocks is a cost as well as the cost of having to rent an area for storage.
- Handling: since to move this inventory between the different processes will require manpower, transport equipment...
- Management: since these references will have to be controlled by a person in the office who manages them and is clear about their locations so that their handling is possible.

According to Lean Manufacturing theory, the level of stock in process gives us an idea of the inefficiency of current management. This is because high stock levels mask other problems that may occur by allowing the aforementioned inventory to "never stop" processes, which is the mantra that is repeated in many companies.
It is interesting the similarity of the ship with the rocks, in which the sea level is the stock level and the rocks are the real problems in the factory:
- If the water level is high (high stock level) it allows us to sail (produce).
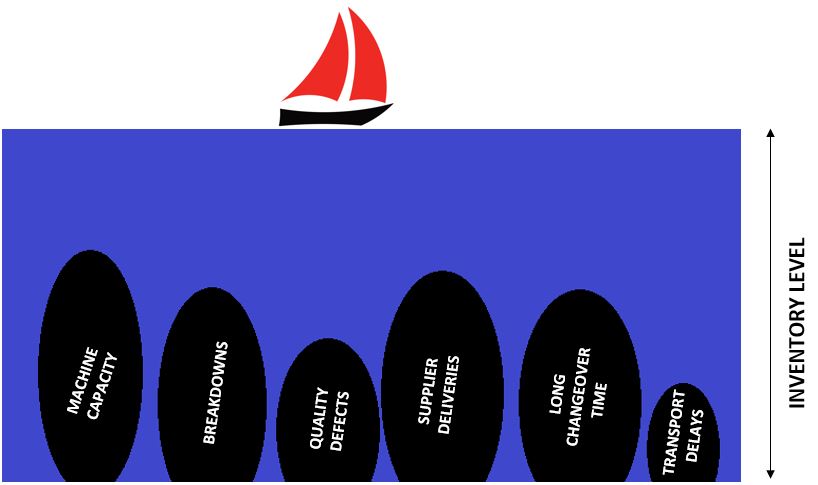
- If the water level drops (low stock level) we will not be able to navigate (produce) and we will run aground on the rocks (real factory problems).
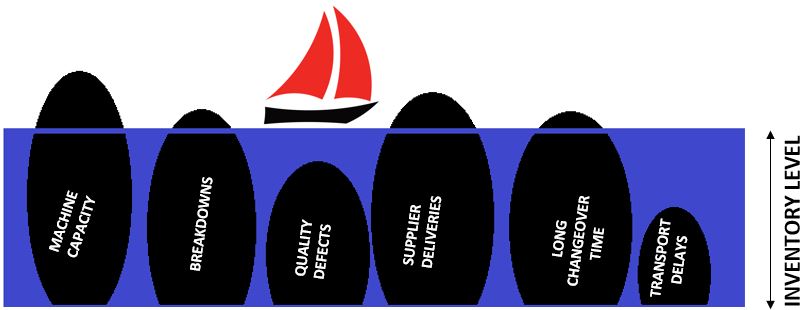
The purpose of this simile is to explain that the inventory "covers" many other wastes that come to light when its level is reduced.
Causes of excessive inventory
Excessive inventory is usually directly related to the waste of overproduction, which results in products not demanded to be stored. In addition it can also come from:
- Poor line balancing between the different processes.
- Frequent breakdowns that cause the material to remain stocked in the previous process. Also related to overproduction with the mentality that if I "foresee" that I am going to have breakdowns, I overproduce instead of investigating the root cause of the breakdown.
- Quality problems, again if the root cause is not investigated and the history of "I know I am going to have x defects per batch" is used, companies overproduce and accumulate in stock.
- Supplier deliveries
- Very long reference changeovers in a line.
- Transport delays.
Consequences and solutions of excessive inventory
As it is directly related to overproduction, its consequences and solutions are the same.
4 out of 7 Wastes of Lean: Transportation
This MUDA refers to all those distances traveled by materials and products that are unnecessary.
Causes of transportation wastes
- One of the main causes of this waste is overproduction, since the inventory that is created as a result has to be transported in the factory. The causes of this overproduction will therefore result in this waste.
- Having a non-optimized plant layout: usually process-oriented plant layouts, with activities organized in a functional way, like a workshop, will cause transportation waste, because the material moves a lot in a not very efficient way (see post "Types of Plant Layout").
Consequences of transportation waste
- Cost overruns because transportation costs money, equipment, labor, fuel...
- Increased lead times for delivery to the customer, since these transports require time, a time that adds zero value to the final product.
- Possible damage to the product, since any material that is moved can be damaged, for example when parts fall off the pallet when it is transported with the pallet truck.
How to eliminate or reduce the wastes due to transportation?
- Design of optimized layouts according to lean manufacturing principles, reducing material paths. The "Value Stream Map" tool can help in this design.
- Continuous flow as much as possible with one piece flow system, which will avoid stocks between processes.
- All those actions mentioned above to avoid overproduction.
5 out of 7 Wastes of Lean: Unnecessary movements
All those movements of people that could be avoided because they do not add value, constitute a waste.
They would fall into this waste, for example:
- A person engaged in several tasks that are all separated by a considerable distance.
- Moving (the number of steps) in search of tools for the performance of the correct task.
- Bending down in an incorrect manner with its risk of injury to the operator by repetitive bending.
Causes of unnecessary movements waste
Most of the causes of this waste are related to an incorrectly designed layout of the operator's workstation:
- Poor distribution of the workstation layout causing the operator to require more movement than necessary.
- Disordered tools: causing operators to waste time searching for them.
- Inadequate work method: causing the operator to have to turn more times than necessary, take more steps, make repeated picking up/putting down movements, etc.
- Inadequate product design, which causes the manufacturing process to require movements that would not have been necessary if the design had been simpler (as long as it meets the customer's needs).
Consequences of unnecessary movements waste
- Longer cycle times, since the time "spent" by the operator searching, turning, walking, etc., is non-productive time that directly affects the total cycle time.
- Increased chances of injury to operators, as they perform repetitive turning, bending, etc., which can cause sick leave leading to absenteeism.
- Increased machine wear, for example imagine a robot that is making many more movements than necessary, this leads to increased wear of bearings and other moving parts.
How to reduce or eliminate muda due to unnecessary movements?
The following can be applied to reduce unnecessary movements:
- Implementation of the 5S in the workstation so that everything is clean, tidy and with a dedicated space for each tool to be used to avoid possible accidents and loss of time in their search.
- Standardized work: it is necessary to work on a standard that through a study of working methods that reduces unnecessary displacements and leads to all operators working in the same way. This standard must also take into account ergonomic studies.
- SMED realization for quick changeovers in a standardized way.
6 out of 7 Wastes of Lean: Waiting
Waiting waste refers to any idle time that occurs when two stations/processes are not fully synchronized.
This type of muda could be seen for example in the following ways:
- People waiting for material from the previous station or process.
- Worker who "watches" how the machine is working, which is nothing more than waiting for the machine time to expire.
- People working at a very slow pace to make sure they do not stop, as the previous process or station has a much longer cycle time.
- Material that is at a standstill, waiting to be processed.
The concept of eliminating waiting time is usually implemented in all companies, because they are always trying to improve productivity. However, this concept is usually applied only to people and machines, trying to ensure that the operators or machines never stop by supplying the processes with surplus material. This is where they fail, because the material also suffers from waiting times as mentioned above (it is waiting to be processed because it is overstocked) that affect its manufacturing leadtime (and therefore its cost and the amount of orders that the factory can process).
Causes of waiting
- Unbalanced processes or lines: if our tasks or processes are not balanced in terms of workload, there will be waits or idle time in those with less load.
- Reference changeovers: reference changeovers imply waiting for the material of the new reference until all the tooling for its manufacture is adjusted.
- Quality defects: if a quality defect is detected, this implies that all that production has to be discarded so the next process (customer) must wait until OK parts are produced again.
- Inadequate communication: if there is not a correct communication between processes regarding what should be produced, that is, the production order, there are also delays until the required information is available.
- Breakdowns: Any breakdown in the production line will cause a stoppage or wait.
Consequences of waiting
The main consequence of all waiting is related to its cost. After all, operators are paid a salary for their working time and this should be used mainly in activities that add value to the product, waiting, on the contrary, is a great waste, you pay for doing nothing. In addition, many times, by not being able to complete the orders, overtime is required (with a cost/hour higher than the standard hours) that will clearly affect the company's profits.
How to reduce or eliminate waiting waste?
- Perform observations on process and production lines to identify bottlenecks and balance workloads where possible.
- Application of SMED technique for quick reference changeovers.
- Use of problem-solving techniques to improve quality, as well as tools to work on quality proactively such as FMEA.
- Use of Kanban to improve communication between processes.
- Implementation of TPM (Total Productive Maintenance) to minimize breakdowns as much as possible.
7 out of 7 Wastes of Lean: Quality defects
We will call a quality defect any product or service manufactured or distributed by our company that deviates from the standard that was defined with the customer.
Quality defects will imply either to throw away the manufactured product or to rework it, both of them implying a waste and therefore a cost.
We could give the following examples:
- Product assembled with incorrect components.
- Product with missing components.
- Parts damaged in appearance during the process.
Causes of quality defects
- Non-standardized work: If there is no defined work standard, it is very likely that many more quality defects will appear.
- Incorrect working method: Sometimes the standard developed is incorrect as it may favor the occurrence of certain defects.
- Training: Every operator needs a learning curve in which he should be supervised. If this learning curve is not followed, defects are likely to appear.
- Product design not suitable for production: Many times there is a lack of communication between designers and production and when the product is going to be produced, defects occur that could have been foreseen.
- Inadequate maintenance of the means of production
- Incorrect work culture: if the company "rewards" productivity more (with bonuses to the operators) without emphasizing the importance of having quality at the first time, we have the possibility of more defects occurring. At the end of the day, the incentive for workers will be quantity, not quality.
Consequences of quality defects
The cost of a defective part seems obvious and is accounted for by all companies. Not so obvious, however, is all that is involved in the production of defective parts, which makes the cost of a defective part much more than the apparently perceived cost. Producing defective parts will result in the following costs:
- Use of human resources for the resolution of quality problems.
- Reprocessing of parts
- Reprogramming of necessary materials and their transportation.
- Increased paperwork
- Increased lead times for customer delivery with the possibility that their dissatisfaction may result in the loss of that customer.
How to reduce or eliminate quality defects?
- Standardizing all the operations in the manufacturing line with a method that is always subject to revision and continuous improvement.
- Correct human resources training.
- Complete coordination between the design and production departments.
- Implementation of TPM to have the production means always in good condition.
- Implement a work culture focused on quality, explaining to staff the importance and implications of shipping defective parts. In case there are bonuses to the operators, they should be related to the quantity of OK parts produced and not the total quantity (including scrap parts).






