


The stages of Lean Manufacturing implementation: Introduction
In this post we are going to explain the different stages that a company should carry out to implement the Lean Manufacturing management model.
As previous steps to the implementation of the Lean Model, the following actions should be done:
- Establish a correct 5S organization for order and cleanliness in the factory.
- Ensuring that the operation of the technical resources (machines, robots, installations, etc.) is correct, with adequate uptime and manufacturing without quality defects will greatly facilitate the transition.
- Having human resources with motivation, involvement, willing to work as a team and with lean training.
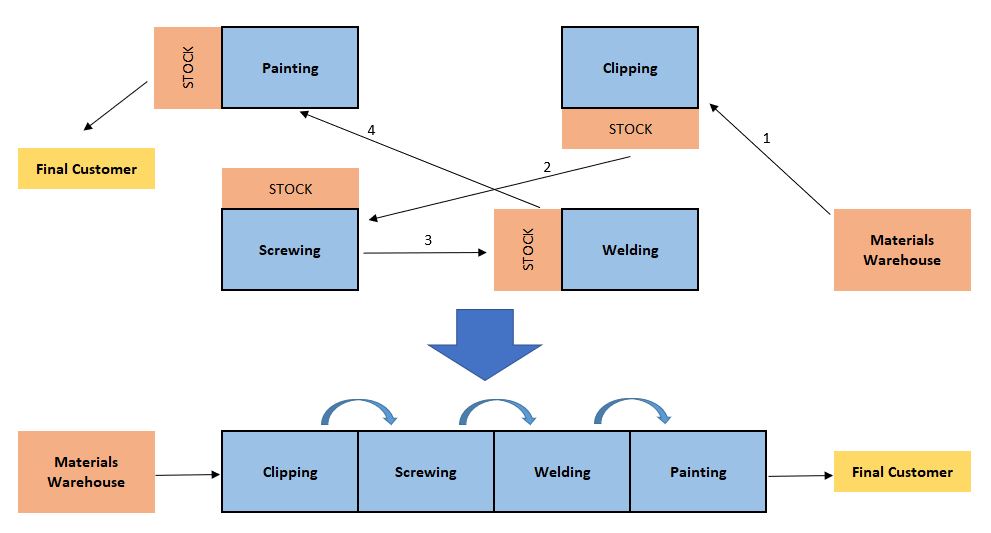
Stage One: Establish a Product-oriented layout
In this first stage we will try to move from a functional or process oriented layout to a flow or product oriented layout (see post Types of plant layout). The following actions should be performed:
- Try to locate manufacturing operations as close as possible to reduce displacements.
- Try to move the material between workstations in small batches, if possible unitary. At this point it will be seen that the stock that was used for protection, when removed or reduced, brings to light a series of problems that prevent maintaining the flow, so some intermediate stock will be allowed between the different workstations.
- Manage bottlenecks by improving working methods or putting more resources in place.
Stage Two: Consolidating the flow by eliminating waste and standardizing operations
At this stage, the flow must be consolidated so that it operates in a stable and uninterrupted way, that is to say, solving all the problems that prevent us from maintaining it. To do so, we will use the following tools:
- Implantación de Poka-Yokes en los procesos productivos que son dispositivos para evitar errores en el proceso productivo. El típico ejemplo de poka-yoke es el USB que no permite al usuario conectar lo al revés (conectarlo mal).
- Implementation of Poka-Yokes in the production processes, which are devices to avoid errors in the production process. The typical example of poka-yoke is the USB that does not allow the user to connect it upside down (connect it wrong).
- Jidoka: a system in which machines detect an abnormal condition in their operation and stop immediately so that the operator can correct them. An example would be a printer that detects a paper jam and stops.
- TPM (Total Productive Maintenance) also involves the operators in the maintenance of the machines to improve their uptime.
- Implementation of Kaizen for continuous process improvement.
- Use Gemba, a Japanese term referring to the place where things happen, i.e., presence is required at the place where the processes take place to solve problems, if necessary with line stops.
- Standardization, so that everyone works in the same way, which is the basis for continuous improvement.
These first two stages can take months or even years depending on the complexity of the processes involved and the previous steps discussed at the beginning of this entry.
Stage Three: Establishing a Pull Flow. The Kanban Method
Here we will first define the existing flow types:
- Push flow: in this type of flow, the product is manufactured in advance based on demand predictions. It is normally used by "traditional" companies.
- Pull flow: in this type of flow, the product is only manufactured when there is effective demand, i.e. when there is a purchase. It is the one used by "Lean" companies.
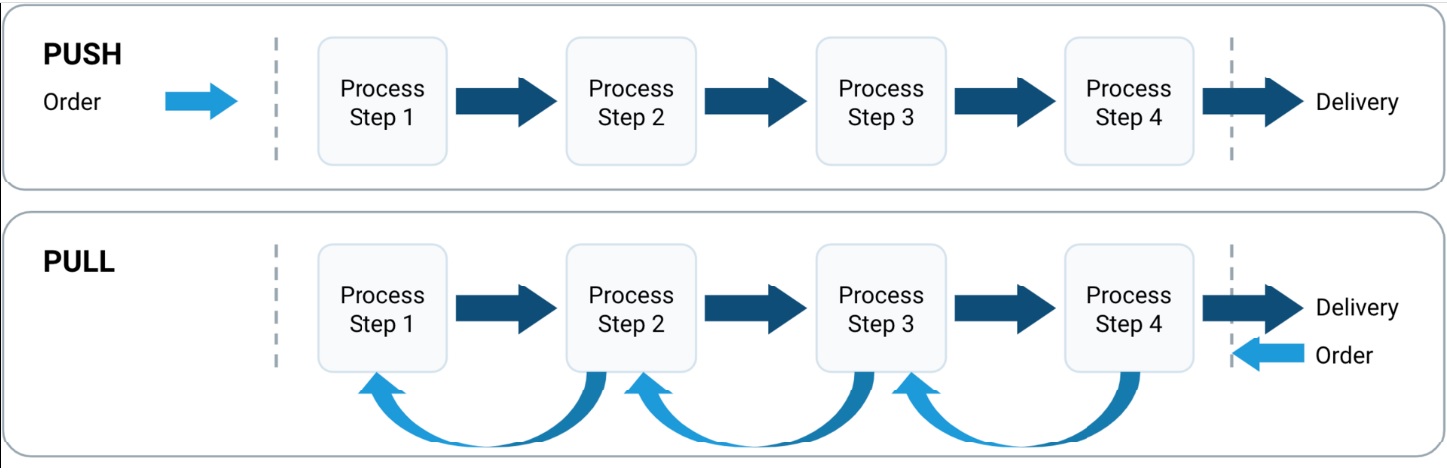
In this third stage the pull flow will be established, in which each process will deliver what its customer (the next process) requires at the time and volume requested. Due to the important differences of cycles in the different points of the process, there will be areas where a FIFO or supermarket type stock will be needed. The method to be implemented for communication between processes will be the Kanban method, a system of signals (usually cards) that, starting from the customer's demand, controls what is produced, when it is produced and the quantity in which it should be produced process by process, until it reaches the raw materials.
Fourth Stage: Flexibility in the production rate. Flow in flexible cells
In this fourth stage, the plant layout will be adapted to be able to produce at Takt Time, that is, to produce at the pace set by the customer, with flexibility in volumes. We know that there will be times when, for a given project, the forecasts do not work out and production is below the forecast, or vice versa, when production is above the forecast. To achieve this flexibility, Shojinka will be used in order to have an agile production with the variations in demand. This Shojinka will make use of:
- Polyvalence of personnel, so that they can perform multiple tasks.
- Flexible cells, preferably U-shaped, which will allow to have a variable number of workstations inside depending on demand (see post "Flexible production cells in Lean Manufacturing").
- Use small machines and equipment that allow flexibility and that can be inside the aforementioned flexible cells.
Fifth Stage: Flexibility in the type of product. Leveling to achieve a regular production
In the previous stages we were developing the layout and actions of the lines for one type of product. From now on, we will try to ensure that the flexible cells can incorporate more than one type of product, i.e., for example, that they are capable of processing product families (similar types of products). The ultimate goal is to increase the degree of machine utilization and try to avoid having to develop a U-cell for each type of product manufactured in our company.
In this fifth stage, leveling will be carried out in a multi-product flow, with the objective of leveling demand and production, in order to produce regularly and without ups and downs, since if there is a very fluctuating demand it is very complicated for the operation through Kanban with pull flow. With this leveling, the production of small batches of each of the varieties of the product will be programmed, whose quantities will vary depending on their demand in order to achieve a basic leveled series that will be repeated over time.
Sixth Stage: Implantation of balanced, leveled and multi-product pull flow
In this stage we will continue working on the leveling on a sequence of products that may change. To do so, it will be necessary to perform the following exercises:
- Grouping products and defining the manufacturing sequences, We have to take into account that we are already manufacturing in a given cell a variety of products and that there may be operations in different order depending on how the means of production are arranged.
- Application of SMED technique to facilitate quick reference changes on the production lines and to have the highest possible uptime. The objective is to minimize non-productive time as much as possible.
Stage Seven: Visual Management and Continuous Improvement
At this stage, Lean management has already been implemented in our company, but it is never perfect enough and we must always be in a continuous improvement, rethinking what has been done in previous stages and improving it. We must also establish visual tools that allow us to visually and quickly measure the effectiveness and efficiency of our Lean management. This will be done through:
- Implementation of Andon, with lights of different colors that will indicate the status of each machine (in production, stopped, broken down...).
- Use of Kaizen tools for continuous improvement.
- Development of informative panels with indicators of defect or scrap rate, FTQ (first time quality), on-time delivery to the customer, tool changeover times, etc. In the end, the indicators must always be useful to measure the degree to which we are improving and there may be those that are necessary for the type of business.






