


Elevating the constraint - TOC
When we reach this point, we have already identified the constraint, we have exploited it and we have made the necessary adjustments to avoid that it stops due to other non-constraint operations, so we have now to implement the elevation of the performance of this constraint, which is usually achieved by:
- Moving tasks of bottleneck operations to other stations
- Duplication of machines or tooling
- Improving the tools
- Hiring more operators
- Subcontracting some production to other suppliers
Moving tasks of bottleneck to other stations
It consist of moving some tasks from the station which is the constraint to others that are underused. This always needs to be tried out carefully paying attention to how the constraint changes, this is, if the output improves but the constraint station remains being the same as it was, or if the constraint station has changed. In both cases if the output improves, the movement of tasks should be performed.
Duplication of machines or tooling
If the bottleneck is mainly marked by machine time and the movements of this machine cannot be improved we have the only option of duplication that machine or tooling to be able to cope with the customer demand.
An example could be an injection mould which would be working the whole week and our customer demands more capacity. After monitoring the machine and realizing that cycle time cannot be improved by injection moulding parameterers, we would have the only option of investing in a new injection mould tool to be mounted in other injection machine to be able to cope with the customer demand.

Improving the tools
Getting better tools for the constraint operation can make a significantly important change in the output of the system. Below there are some example of these improvements:
Using specialized tools
Mutifunction tools are very useful for household tasks, however, talking about manufacturing in which cycle time has big importance, we will need (almost always) specialized tools for the task to be carried out.
Machines able to make operations simultaneously
Let's assume that for example a part which has two holes and the cycle time for the drill to make each hole is 6 seconds, having a total cycle time of 12 seconds/part. If we would break down the cycle time of each drilling operation we would have the following:
- Part positioning: 2 seconds
- Take drill and make the hole: 4 seconds
But if we would use a device as the one shown below in the picture, we would be able to make both holes simultaneously so, the cycle time would be reduced aproximately to the half, around 6 seconds/part.

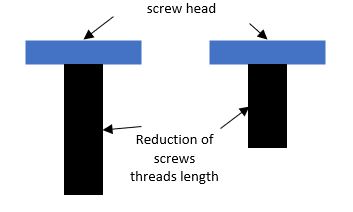
Reduction of screws threads length
The fact of using screw with more length than the necessary will induce to higher cycle times in the screwing operation. Due to this reason, this screw length must the the shortes possible, always maintaining the requirements and specifications of the final customer.
As can be seen in below image, the cycle time of screwing operation would be reduced when the length of the thread is less than the previous one.
Using pneumatic tools
For example, by using pneumatic screwdrivers instead of electrical ones, allows tightening the screws in a cycle time significantly lower. so if in the factory there are air compressors (necessary for the pneumatic operation) it should be considered the usage of these tools.

Using roller beds
Using roller beds that have multidirectional balls enables a manipulation of the parts in all directions with the less effort possible, which usually leads to working more efficiently and consequently reducing the cycle time of the process.

Hiring more operators
In case of needing extra capacity and not being limited by the cycle time of the machine, hiring of more operators will redistribute and balance the tasks helping to get the Takt Time required by the customer.
Subcontracting some production to other suppliers
Let's assume for example a production process in which the bottleneck is in the furnace which makes the heat treatment that the metal needs to improve its properties.
To improve the capacity, the fact of investing in a new furnace, will involve a huge amount of money, so it can also be done the action of subcontracting the capacity that cannot be met with the current furnace, to a supplier that offers a competent price.
List of post published related to Theory of Constraints
Below you can access to all the post published related to the Theory of Constraints:
Theory of Constraints - TOC - Introduction
Identifying the constraint - TOC
Exploiting the Constraint - TOC






