


How to make a Containment of a Quality Issue
In this post we are going to explain through an example, how to perform a containment procedure for a given quality issue.
Let's imagine a furniture factory that delivers the furniture kit to the customer, in this case a simple cabinet consisting of the following parts (each point would correspond to a reference):
- Base
- Top
- Backing
- Right side wall
- Left side wall
- Front door
- One shelf
- Hardware (screws, nuts, etc.)
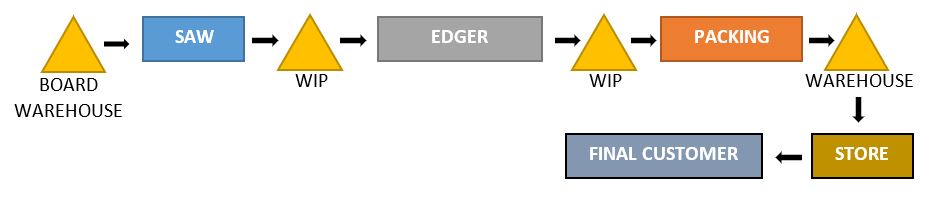
The production process for all references (except for the hardware, which is for purchase) would be as follows:
- Cutting board in saw to be stored in WIP
- Edging machine, with drilling and grooving in line to be stored in WIP.
- Packing process to be stored in Warehouse.
- Shipment to Store from Warehouse to be sold to the final customer.
In the packing process is where the 8 references are introduced in a box to be sent to the customer, in this case a store.
Let's imagine that we have a complaint from an end customer who complains that the shelf is small and does not fit when assembled in the cabinet.
Now we are going to describe the steps to be taken to carry out a correct containment of the problem:
First step: Understand the problem
The first step to be clear is a correct understanding of the problem definition, already referred to in the post "Introduction to problem solving".
Therefore according to the proposed example we have a problem related to an incorrect dimension of the shelves.
Step 2: Where is the problem occurring and what is its scope?
Once the problem is understood we must find the point in the production process where the defect occurs. The approach to do this is to start with the downstream processes in the upstream direction, up to the point where the defect is no longer present.
Thus, if we had a production process with 5 steps in the process, we would start from step 5 to investigate the presence of the defect up to step 1, seeing at which point the defect no longer appears. In this example we see that the occurrence would be at point 3 of the process.

In our example we will start checking in the factory from the Packed Product Warehouse.
It is important to develop a standard containment sheet to avoid forgetting to check some point in the process where the problem might be present. In this example we could develop a sheet with the following data:
|
Potential Quantity |
Number of NOK parts after checking |
|
|
Board Warehouse |
|
|
|
Cutting Process (Saw) |
|
|
|
WIP Saw-Edger |
|
|
|
Edger Process |
|
|
|
WIP Edger-Packing |
|
|
|
Packing Process |
|
|
|
Final Warehouse |
|
|
|
In transit to store |
|
|
|
Store |
|
|
|
In transit final customer |
|
|
|
Final Customer |
|
|
|
Total |
|
|

We will follow the next steps:
- We go to the Packed Product Final Warehouse and see, after opening the cartons, that the said dimension defect on the shelves is present and we block the material to avoid shipments to final customer, with a potential quantity to review of 1000 parts (in this case it would be 1000 packed kits).
- We check the packing production process and see that it is not producing the kit with the defect so we continue upstream in the process.
- We check the WIP of product between the edger and the packing and see that there are shelves with the dimensional defect, i.e. it is present and we block the material to avoid incorrect packing, with a potential quantity to check of 250 parts.
- We check the process of the edger and see that it is precisely producing the shelf with the wrong dimension at the moment so we report that the production has to be stopped and block that material, with a potential quantity to review of 300 parts.
- We check the WIP between the Saw and the Edger and we see that it is present so we block the material to avoid edging incorrect shelves, with a potential quantity to review of 600 parts.
- We check the Saw Cutting process and see that it is not cutting the shelf so we continue upstream in the process.
- At the Board Storage point, the dimensional defect can no longer appear since it is raw board, without cuts.
Therefore we have that the defect occurs in the Saw Cutting process with a potential quantity of 2150 parts present in the factory.
|
Potential Quantity |
Number of NOK parts after checking |
|
|
Board Warehouse |
0 |
|
|
Cutting Process (Saw) |
0 |
|
|
WIP Saw-Edger |
600 |
|
|
Edger Process |
300 |
|
|
WIP Edger-Packing |
250 |
|
|
Packing Process |
0 |
|
|
Final Warehouse |
1000 |
|
|
In transit to store |
|
|
|
Store |
|
|
|
In transit final customer |
|
|
|
Final Customer |
|
|
|
Total |
|
|

In order to protect the customer, it is decided to review everything that is in transit to the store, the Store stock and what is in transit to the final customer, and the following units are shown:
- Transit to Store: 50
- Store stock: 300
- Transit to finalcustomer: 5
The number of suspects at final customer could be clarified when you have a possible preliminary root cause. So in the end, our standard containment sheet with the potential quantities would look like this:
|
Potential Quantity |
Number of NOK parts after checking |
|
|
Board Warehouse |
0 |
|
|
Cutting Process (Saw) |
0 |
|
|
WIP Saw-Edger |
600 |
|
|
Edger Process |
300 |
|
|
WIP Edger-Packing |
250 |
|
|
Packing Process |
0 |
|
|
Final Warehouse |
1000 |
|
|
In transit to store |
50 |
|
|
Store |
300 |
|
|
In transit final customer |
5 |
|
|
Final Customer |
|
|
|
Total |
2505 |
|
In other words, we will have to check 2505 units, of which 1355 will be complete kits and 1150 will be unpackaged shelves to be checked.
Step 3: Specifying the inspection method
In this step a standard inspection method should be developed that clearly indicates what an OK material and a NOK material looks like, in order to carry out a correct classification by all personnel.
In the example case, an instruction shall be developed showing the correct width and height dimension, and it shall be specified that the width and height must be measured with a meter. Anything that does not meet the values (taking into account the tolerances), will be classified as a NOK part.
Step 4: Execution of the inspection
Here the execution of the method developed in the previous step will be carried out. It is important to note that the inspection station must meet certain characteristics to execute the method successfully:
- The inspection station must be clean and tidy.
- The lighting must be correct
- The flow of material must be clearly separated:
- Material to be inspected
- Material inspected with OK result
- Material inspected with result NOK
Subsequently, the actual NOK quantity is recorded on the standard containment sheet as follows:
|
Potential Quantity |
Number of NOK parts after checking |
|
|
Board Warehouse |
0 |
0 |
|
Cutting Process (Saw) |
0 |
0 |
|
WIP Saw-Edger |
600 |
300 |
|
Edger Process |
300 |
300 |
|
WIP Edger-Packing |
250 |
250 |
|
Packing Process |
0 |
0 |
|
Final Warehouse |
1000 |
1000 |
|
In transit to store |
50 |
50 |
|
Store |
300 |
150 |
|
In transit final customer |
5 |
0 |
|
Final Customer |
|
|
|
Total |
2505 |
2000 |
In other words, by sorting those 2000 NOK parts, we have already contained our quality issue and protected the final customer.
Normally a containment of a large number of parts will not be done in a few hours, so it must be followed up until the containment is completely closed.
Subsequently, a root cause analysis of the problem should be performed, explained in the following posts ("Root Cause Analysis: Ishikawa Diagram", "Root Cause Analysis: Five Whys").






