


Subordinando el Sistema a la Restricción - TOC
En este post se explica la importancia que tiene el hecho de que los procesos anteriores y posteriores a la restricción o cuello de botella tengan un exceso de capacidad respecto a la restricción y el Takt Time (tasa de demanda de cliente)
La razón es que en el caso de los procesos anteriores, este exceso de capacidad servirá para cerrar cuanto antes todos los huecos que se hayan ido generando en el buffer presente previo a la restricción por cualquier incidencia o paro en estas estaciones, evitando que el constraint llegue al estado de "starving" (esperando pieza).
En el caso de los procesos posteriores al constraint, este exceso de capacidad permitirá desalojar lo más rápido posible el buffer situado posteriormente a la restricción evitando que ésta llegue al estado de "blocked" (bloqueada).
Vamos a explicar todo esto mejor a través de un ejemplo, primero de la situacion no ideal, desde el punto de vista de TOC, y luego la situación ideal.
Un sistema con tres estaciones completamente equilibradas: situación no ideal
A través de este ejemplo, vamos a ver cómo aquello que nos comunicaban en la universidad sobre el equilibrado de línea tiene sus limitaciones. Vamos a suponer un sistema que consta de cinco estaciones de trabajo que tienen los siguientes tiempos de ciclo:
- Estación 1: 30 seg/pieza
- Estación 2: 49 seg/pieza
- Estación 3: 50 seg/pieza
- Estación 4: 48 seg/pieza
- Estación 5: 32 seg/pieza
Sabemos que nuestro cliente nos pide una pieza cada 60 segundos (Takt-time = 60 segundos) y sabemos que la restricción de nuestro sistema está en la estación 3, que no es cuello de botella porque es capaz de proveer sin problema al cliente (50<60 seg). Además hemos hecho todo lo necesario para explotar la restricción y evitar que pare y también sabemos que nuestra restricción debe estar protegida con un buffer delante (entre estaciones 2 y 3) y detrás (entre estaciones 3 y 4).
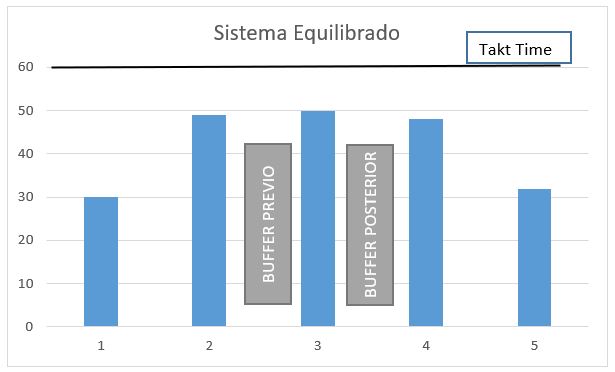
Sin embargo en la práctica con este sistema tan equilibrado nos damos cuenta de que:
- Nos va a costar muchísimo tiempo construir el buffer entre estaciones 2 y 3 ya que la diferencia entre ciclos es de 1 segundo por pieza. Si hay un paro en la estación 2, no le va a dar tiempo a recuperar para volver a llenar el buffer, ocasionando que la estación 3, la restricción del sistema llegue a estar "starving", esperando pieza, y esto hará que pare todo el sistema impactando a nuestro cliente.
- Tambien tardará bastante en tiempo desalojar el material entre las estaciones 3 y 4 puesto que tienen una diferencia de ciclos de 2 segundos por pieza. Por esto, si hay un paro en la estación 4, el "buffer posterior" se irá llenando de piezas de la estación 3 y no le va a dar tiempo a desalojarlo antes de que esté lleno y ocasione una situación de bloqueo (blocked) en la estación 3, que hará que pare todo el sistema, impactando también a nuestro cliente.
Un sistema con estaciones previas y posteriores a la restricción con exceso de capacidad: situación ideal
Si tomamos el ejemplo anterior, vamos a suponer que el ingeniero de procesos se da cuenta del problema arriba mencionado y de que, pese a que su tiempo de ciclo era 10 segundos inferior al Takt time de cliente, estaba ocasionando paros ocasionales por los problemas arriba mencionados.
Teniendo en cuenta este exceso de capacidad decide pasar operaciones de la estación 2 a la 3, y de la estación 4 a la 3 también, cargando más todavía a la restricción, pero sin superar el Takt Time, y descargando las estaciones anteriores y posteriores al constraint como indica la Teoría de las Restricciones.
Los nuevos tiempos de ciclo en cada estación serán los siguientes pues:
- Estación 1: 30 seg/pieza
- Estación 2: 45 seg/pieza
- Estación 3: 57 seg/pieza
- Estación 4: 45 seg/pieza
- Estación 5: 32 seg/pieza
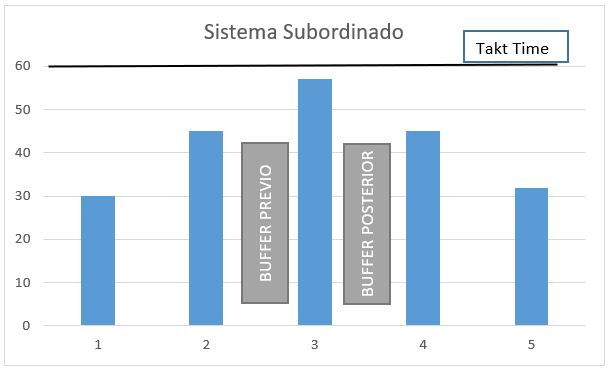
Nuestro tiempo de ciclo ahora será pues de 57 segundos/pieza, lo cual nos sirve para poder ser capaces de satisfacer la demanda de nuestro cliente (60 segundos/pieza), ya que funcionando a 50 segundos/pieza como anteriormente también ocasionaba paros en la línea porque el cliente no deseaba acumular en stock y se esperaba a que se consumiera la pieza, así que esa ganancia de tiempo no se traducía en ganancia económica.
Con este sistema podemos ver que:
- El buffer entre las estaciones 2 y 3 se va a llenar mucho antes que en la situación anterior al haber ahora una diferencia de ciclos de 8 segundos por pieza. Si ahora se da el paro en la estación 2, va a tener bastante más tiempo de recuperar para volver a llenar el buffer y así evitar que la restricción llegue al estado de "starving" referido arriba.
- El buffer existente entre las estaciones 3 y 4 también va a tener muchisima más capacidad de desalojo al haber ahora una diferencia entre ciclos de 8 segundos por pieza. Si hay paros en la estación 4, en el momento que arranque va a poder desalojar el material evitando la situacion "blocked" con mucha mayor agilidad que en el ejemplo anterior.
Con todo esto queda demostrado la utilidad de subordinar todas las demás estaciones a la restricción.
Serie de post de la teoría de las Restricciones
Abajo se muestran los links a todos los post escritos relacionados con la teoría de las Restricciones:
Teoría de las Restricciones - TOC - Introducción
Identificando la restrición - TOC
Explotando la restricción - TOC
Subordinando el Sistema a la restricción - TOC
Optimización de proceso para fabricar en secuencia: Buffers






